Why Does TENCEL™ Lyocell Feel Similar to Silk?
Silk has always occupied a special place in textiles. It is soft, smooth, lustrous, fine and graceful in drape. Because of these qualities, many other fibres are compared with silk. One such modern fibre is TENCEL™ Lyocell.
TENCEL™ Lyocell is often described as silk-like. This does not mean that it is chemically the same as silk. Silk is a natural protein fibre produced by silkworms, while TENCEL™ Lyocell is a regenerated cellulosic fibre made from wood-based cellulose. The similarity lies mainly in the sensory and fabric experience: smooth touch, soft handle, fluid drape, subtle sheen and moisture comfort.
Lenzing, the producer of TENCEL™ fibres, describes TENCEL™ Lyocell fibres as soft and smooth to touch, having high tenacity among cellulosic fibres, supporting moisture control and enabling a subtle sheen in fabrics. These are exactly the kinds of qualities that make people compare TENCEL™ Lyocell with silk in apparel and home textiles.
Table of Contents
- First Clarification: TENCEL™ Is a Brand Name
- Why Silk Feels Special
- Why TENCEL™ Lyocell Feels Silk-Like
- Smooth Surface and Low Skin Friction
- Soft Hand Feel
- Fluid Drape
- Subtle Sheen
- Moisture Comfort
- Why TENCEL™ Is Still Not Silk
- Silk and TENCEL™ Lyocell Compared
- Practical Textile Applications
- Buyer and Merchandiser Notes
- Simple Summary
1. First Clarification: TENCEL™ Is a Brand Name
Before comparing TENCEL™ with silk, it is important to understand the name correctly. TENCEL™ is not the generic fibre name. It is a brand name owned by Lenzing. Under this brand, Lenzing sells fibres such as TENCEL™ Lyocell and TENCEL™ Modal.
In common market language, when people say “Tencel fabric,” they usually mean fabric made using TENCEL™ Lyocell fibre. Technically, the fibre category is lyocell, and TENCEL™ is the brand.
Simple explanation: Lyocell is the generic fibre type. TENCEL™ Lyocell is a branded lyocell fibre produced by Lenzing.
2. Why Silk Feels Special
To understand why TENCEL™ Lyocell is compared with silk, we must first understand what makes silk special.
Silk fabrics are known for softness, fineness, smoothness, drape, lustre and comfort. Textile references commonly describe silk fabrics as soft, fine and smooth, with good drape and beautiful lustre or sheen. These are not merely decorative qualities. They influence the complete wearing experience of the fabric.
| Silk Quality | Fabric Experience |
|---|---|
| Smoothness | Feels pleasant and gentle against the skin. |
| Softness | Gives luxurious hand feel. |
| Fine fibre character | Allows elegant fabrics and refined texture. |
| Lustre | Creates a rich visual glow. |
| Drape | Allows the fabric to fall gracefully. |
| Comfort | Suitable for premium apparel, nightwear and intimate garments. |
When another fibre can reproduce several of these qualities, people begin to call it silk-like. TENCEL™ Lyocell is one such fibre.
3. Why TENCEL™ Lyocell Feels Silk-Like
TENCEL™ Lyocell resembles silk mainly at the level of touch, fall and appearance. It does not resemble silk chemically. Silk is protein-based. TENCEL™ Lyocell is cellulose-based. But in fabric form, both can give softness, smoothness, comfort and graceful drape.
| Silk-Like Quality | How TENCEL™ Lyocell Can Resemble It |
|---|---|
| Smooth touch | Lyocell fibres can have a smooth surface, reducing harshness against the skin. |
| Soft hand | TENCEL™ Lyocell is described by its producer as soft and smooth to touch. |
| Fluid drape | Lyocell fabrics can be engineered to fall softly and gracefully. |
| Subtle sheen | TENCEL™ Lyocell can enable a subtle sheen in fabrics. |
| Moisture comfort | Lyocell manages moisture well, helping the fabric feel comfortable against the skin. |
4. Smooth Surface and Low Skin Friction
One reason TENCEL™ Lyocell feels pleasant is its smooth fibre surface. A smoother fibre surface reduces friction between the fabric and the skin. This is one of the reasons such fabrics may feel gentle, cool and comfortable.
Silk also gives a smooth tactile sensation. Therefore, when TENCEL™ Lyocell is made into a fine yarn and woven or knitted into a soft fabric, the touch can remind consumers of silk-like smoothness.
Practical meaning: Smooth fibre surface contributes to soft touch, lower roughness and better skin comfort.
5. Soft Hand Feel
Softness is one of the strongest reasons behind the silk comparison. Lenzing describes TENCEL™ Lyocell fibres as soft and smooth to touch. This softness becomes especially noticeable in shirts, dresses, scarves, bedsheets, innerwear, loungewear and premium casual fabrics.
However, softness is not created by fibre alone. Yarn count, yarn twist, fabric construction, finishing, enzyme treatment, mechanical finishing and garment washing also influence final hand feel.
Important note: TENCEL™ Lyocell fibre can support silk-like softness, but the final fabric feel depends on yarn, weave or knit structure, GSM and finishing.
6. Fluid Drape
Silk is admired because it falls gracefully around the body. TENCEL™ Lyocell can also produce fabrics with elegant drape, especially when made into fine yarns and lighter constructions.
Drape depends on fibre density, yarn structure, fabric weight, weave, finishing and bending stiffness. Lyocell fabrics often have a soft, flowing fall, making them suitable for dresses, blouses, shirts, scarves, wide-leg trousers, flowing skirts and saree-like fashion fabrics.
| Fabric Requirement | Why TENCEL™ Lyocell Helps |
|---|---|
| Flowing fall | Can be made into soft, drapey fabrics. |
| Elegant movement | Good for garments where fabric must move with the body. |
| Premium appearance | Drape and sheen together create a refined look. |
7. Subtle Sheen
Silk is famous for its natural lustre. TENCEL™ Lyocell does not have the same biological structure as silk, but it can produce a subtle sheen in fabric form. Lenzing specifically mentions that TENCEL™ Lyocell fibres can enable a subtle sheen in fabrics.
This sheen is usually softer and less dramatic than silk lustre. It may appear as a clean, refined glow rather than a high shine. This is why TENCEL™ Lyocell can look premium without looking artificial or overly glossy.
Simple explanation: Silk has natural lustre. TENCEL™ Lyocell can give a subtle fabric sheen. This visual softness is one reason for the silk-like comparison.
8. Moisture Comfort
A fabric does not feel luxurious only because it is smooth. It must also feel comfortable during wear. TENCEL™ Lyocell is known for moisture control. The fibre can absorb and release moisture, helping the fabric feel more comfortable against the skin.
Silk is also valued for comfort in different climates. Therefore, both silk and TENCEL™ Lyocell can feel pleasant in contact with the skin, although they manage moisture through different fibre chemistry and structure.
| Comfort Factor | Contribution to Silk-Like Feel |
|---|---|
| Moisture absorption | Reduces clammy feel. |
| Dry touch | Improves comfort during wear. |
| Breathable fabric construction | Supports warm-weather comfort. |
9. Why TENCEL™ Is Still Not Silk
Although TENCEL™ Lyocell can feel similar to silk, it is important not to confuse the two fibres. They are fundamentally different.
Silk is a natural protein filament fibre produced by silkworms. TENCEL™ Lyocell is a man-made regenerated cellulose fibre made from wood pulp. Silk is valued not only for its touch but also for its natural origin, cultural history, protein structure, filament character and traditional luxury value.
TENCEL™ Lyocell offers a modern alternative for softness, drape and comfort, but it is not a chemical or cultural equivalent of silk.
Correct wording: TENCEL™ Lyocell is silk-like in hand feel, drape and subtle sheen, but it is not silk. It is a regenerated cellulosic fibre.
10. Silk and TENCEL™ Lyocell Compared
| Point of Comparison | Silk | TENCEL™ Lyocell |
|---|---|---|
| Origin | Animal fibre from silkworm cocoon. | Regenerated cellulose fibre from wood pulp. |
| Chemistry | Protein fibre, mainly fibroin. | Cellulosic fibre. |
| Touch | Smooth, soft and luxurious. | Smooth, soft and skin-friendly. |
| Lustre | Natural lustre and sheen. | Can give subtle sheen in fabrics. |
| Drape | Excellent graceful drape. | Can produce fluid, elegant drape. |
| Moisture behaviour | Comfortable and absorbent. | Good moisture control and comfort. |
| Care | Often delicate and may need special care. | Often easier to care for than silk, depending on fabric construction and finish. |
| Luxury value | Traditional, cultural and premium luxury value. | Modern premium comfort fibre with sustainability positioning. |
11. Practical Textile Applications
Because of its silk-like qualities, TENCEL™ Lyocell is used in many product categories where softness, drape and skin comfort matter.
| Product Category | Why TENCEL™ Lyocell Is Used |
|---|---|
| Women’s dresses | Soft fall, fluid drape and elegant movement. |
| Shirts and blouses | Smooth touch and refined surface appearance. |
| Scarves | Softness, drape and subtle sheen. |
| Premium bedsheets | Smooth touch and moisture comfort. |
| Loungewear | Soft handle and skin comfort. |
| Denim blends | Softness, drape and comfort in casualwear. |
12. Buyer and Merchandiser Notes
For buyers and merchandisers, the phrase “silk-like” should be used carefully. It is useful for communicating hand feel, but it should not mislead the customer about fibre identity.
A correct product description could say:
Better wording: “Made with TENCEL™ Lyocell for a soft, smooth, silk-like touch and graceful drape.”
A misleading description would be:
Avoid: “TENCEL™ silk fabric” or “wood silk” if the product does not contain silk.
The correct approach is to describe the performance honestly: soft, smooth, drapey, breathable, moisture-comfortable and subtly lustrous.
Silk vs Lyocell: A Numerical Comparison of Fibre Properties
Silk and lyocell are often compared because both can produce soft, smooth, comfortable and drapey fabrics. However, they are very different fibres in origin and chemistry. Silk is a natural protein fibre produced by silkworms, while lyocell is a regenerated cellulose fibre made from wood pulp.
This article compares silk and lyocell through important numerical fibre properties such as density, moisture regain, tenacity, wet strength, elongation, fineness and thermal behaviour.
Important note: The values given below are typical fibre-level ranges, not fixed constants. Actual values vary with silk type, degumming, lyocell grade, filament or staple form, yarn construction, finishing, humidity and testing method.
Table of Contents
- Silk vs Lyocell in Numbers
- Practical Interpretation
- Most Useful Comparison Questions
- Simple Summary
- Conclusion
1. Silk vs Lyocell in Numbers
| Property | Silk | Lyocell / TENCEL™ Lyocell | Practical Interpretation |
|---|---|---|---|
| Origin | Natural protein fibre | Regenerated cellulose fibre | Chemically different, even if fabric feel may be similar. |
| Density / Specific Gravity | ~1.30–1.40 g/cm³; commonly ~1.34–1.37 g/cm³ | ~1.50–1.52 g/cm³ | Lyocell is denser; for the same fibre volume, it can be heavier. |
| Moisture Regain | ~9–11% | ~11–13%; often around ~11–11.5% | Both are comfortable fibres; lyocell is usually slightly more moisture-absorbent. |
| Dry Tenacity | ~25–50 cN/tex; roughly ~2.8–5.7 g/denier | ~38–42 cN/tex; roughly ~4.3–4.8 g/denier | Both can be strong; lyocell is very strong among cellulosic fibres. |
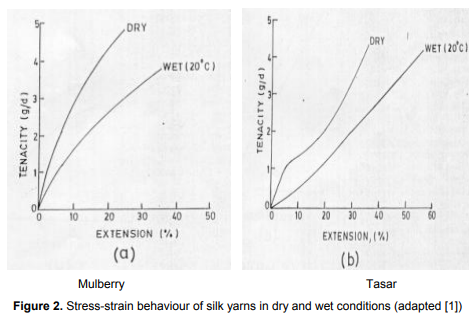
| Wet Tenacity | Silk loses strength when wet; often around 15–30% loss | Retains about 85% of dry tenacity when wet | Lyocell is usually better for wet processing and laundering strength. |
| Elongation at Break | ~10–25% | Dry ~11–16%; wet ~16–18% | Both have moderate extensibility; neither behaves like elastane. |
| Fibre Diameter / Fineness | Bombyx mori fibroin filaments often ~10–14 μm; general silk fibre diameter often cited ~10–13 μm | Often around ~10–20 μm depending on grade; many commercial lyocell fibres are about ~1.3 dtex staple | Both can be fine enough to produce smooth, soft fabrics. |
| Filament Length | Natural continuous filament; cocoon filament may be hundreds of metres to over 1 km | Usually manufactured as staple or filament depending on grade | Silk’s natural filament continuity contributes to lustre and smoothness. |
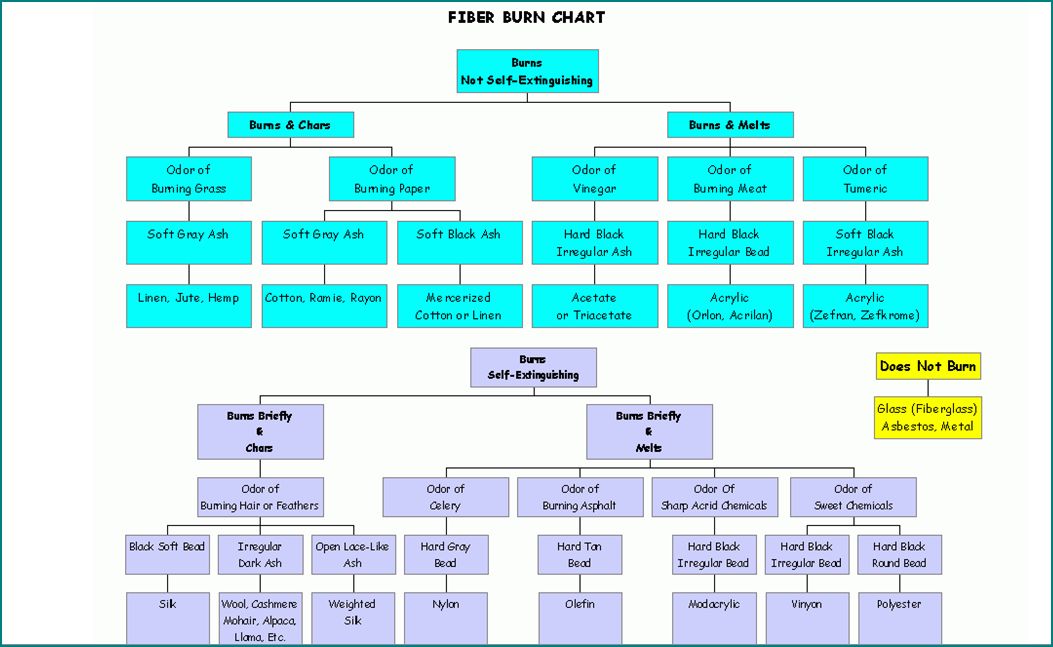
| Thermal Behaviour | Stable up to around ~140°C; yellows/degrades with high heat | Does not melt; chars or decomposes like cellulosic fibres | Both need controlled ironing; lyocell does not melt like polyester. |
| Lustre / Sheen | Natural lustre due to fibre structure and triangular-like cross-section | Can give subtle sheen depending on fibre, yarn and fabric construction | Silk generally has richer natural lustre. |
| Drape | Excellent | Excellent to very good | This is one major reason lyocell can feel silk-like. |
2. Practical Interpretation
The numerical data shows that silk and lyocell overlap in some important comfort-related properties, but they differ strongly in origin and wet performance. Silk is naturally lustrous, fine and filamentous. Lyocell is a regenerated cellulose fibre with high strength, good moisture regain and strong wet-strength retention.
Both fibres can produce smooth and drapey fabrics. This is why lyocell can sometimes be described as silk-like in touch and fall. However, silk has a richer natural lustre, while lyocell generally performs better in wet strength retention.
Simple interpretation: Silk is naturally luxurious because of its protein filament structure and lustre. Lyocell feels silk-like because it combines smoothness, softness, drape, moisture comfort and good strength.
3. Most Useful Comparison Questions
| Question | Answer |
|---|---|
| Which is stronger when dry? | Both are strong. Silk varies widely, while lyocell is consistently strong among cellulosic fibres. |
| Which is stronger when wet? | Lyocell is usually better because it retains high wet strength. |
| Which absorbs more moisture? | Lyocell usually absorbs slightly more moisture, though both are comfortable moisture-regain fibres. |
| Which is more lustrous? | Silk has richer natural lustre. Lyocell can have a subtle sheen. |
| Which drapes better? | Both can drape beautifully. Final drape depends strongly on yarn, fabric construction, GSM and finishing. |
| Which is more silk-like in touch? | Lyocell can be silk-like because of smoothness, softness, moisture comfort and drape, but silk remains chemically and culturally distinct. |
13. Simple Summary
| Question | Answer |
|---|---|
| Is TENCEL™ Lyocell silk? | No. It is a branded lyocell fibre made from regenerated cellulose. |
| Why is it compared with silk? | Because it can feel soft, smooth, drapey and subtly lustrous. |
| Is it chemically similar to silk? | No. Silk is protein; TENCEL™ Lyocell is cellulose. |
| Can it replace silk? | It can replace some silk-like aesthetic and comfort functions, but not the traditional identity of real silk. |
| What is the safest description? | Silk-like in touch, drape and sheen; not silk in fibre identity. |
Conclusion
TENCEL™ Lyocell is often compared with silk because it can reproduce several sensory qualities that people associate with silk. It can feel smooth against the skin, offer a soft hand, fall gracefully, show a subtle sheen and provide moisture comfort. These qualities make it suitable for premium apparel, scarves, shirts, dresses, loungewear and bedding.
However, the comparison has limits. Silk is a natural protein fibre with a long cultural and textile heritage. TENCEL™ Lyocell is a branded regenerated cellulose fibre made from wood pulp. Therefore, it should not be called silk. It is better described as a modern cellulosic fibre that can give silk-like softness, drape and visual refinement.
The most technically correct statement is: TENCEL™ Lyocell is silk-like in handle and appearance, but not silk in chemistry or origin.
General Disclaimer
This article is intended for textile education and general understanding. Fabric feel depends not only on fibre type but also on yarn count, twist, fabric construction, GSM, finishing, washing, dyeing and garment care. TENCEL™ is a trademark of Lenzing AG. Silk and TENCEL™ Lyocell are different fibres and should be labelled according to applicable textile labelling rules and supplier specifications.





![Reblog this post [with Zemanta]](http://img.zemanta.com/reblog_e.png?x-id=71468940-a783-49c4-a3c1-1e0562682263)