When checking the fabrics like cotton sheeting, poplin, cambric, voile, lining and mull, it is often required that the reed and picks per inch are determined quickly. One way is to use the pick glass. However, it is inconvenient and taxing to count each and every thread. The other solution is the use of densimeter or lunometer.
Principle of Densimeter
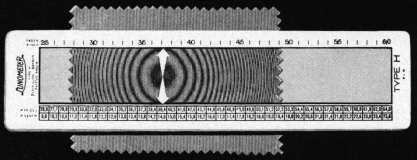
The densimeter is based on the principle that when very fine grids are placed one over the other than particular patterns are observed. In this case there are grating lines etched over the artificial glass. The density of grading lines go on increasing from left to right and is marked. When this grating is placed over the fabric, a point in the grating indicates a particular pattern when the density of grating matched with that of fabric. The position of this particular pattern is observed and the value of density is read from the grating.
Usefulness in Textile Testing
Densimeter can be used in atleast three ways
1. To measure the EPI and PPI of threads in the fabric
This works best when the fabric is grey and white. For dark and knitted fabric, the light source should be beneath the surface of the fabric in order to read patterns.
2. To measure the irregularity in the fabric
Presence of broken pattern of interference lines indicate variation in pick counts, differences in yarn count or color faults.
3. For measuring the shrinkage in the fabric
Instead of measuring the shrinkage in the fabric by marking, it is always better to check the number of threads at various position of the sample before and after the
washing. This is particularly useful when shrinkage is checked in the made up garments.
How to use it
1.Place the sample on a flat surface. Put the densimeter above it.
2.Rotate the densimeter until a pattern develops as the lines on the densimeter interact with the lines formed by the threads.
3.Depending on how the densimeter is oriented, the "Point" of the pattern will be pointing to a number on either the Lines per Inch scale or the Lines per Centimeter scale. The number on the scale indicates the thread or line count.
Thanks for your attention. Did you find the information you were looking for ? Please leave a comment. Do you need to know more ? Please suggest a topic in the comments. You can also join the
Forum for your specific queries.