FABRIC
Cotton Voile Cambric Canvas Corduroy Cotton Velvet Cotton Flex Casement Denim Ducks Drills Lycra Poplin MossCrape MossRayon Moss Satin Nylon Tafta PC
Sunday, 29 August 2010
Some Common Fabrics- Their Buying Specifications
Thursday, 26 August 2010
Difference between organdy and organza
Both fabrics are transparent, crisp and woven with very fine, tightly twisted yarns in an open, plain weave. The difference between them is in the fiber content. Organdy is usually cotton or nylon, while organza can be made of silk, polyester or rayon. Organza is often used as a base fabric for embellishing.
What is Matka
In multivoltine Bombyx cocoons, about 45% of the product is floss. This material is spun. Spun fiber of mulberry fed worm whether from pierced cocoon or waste fiber is called Matka.http://mytextilenotes.blogspot.com
Saturday, 21 August 2010
What is Tone-on-Tone
The term tone on tone refers to a printed fabric that is made by combining different shades and tones of the same color. Tone on tone fabrics often appear to be solid when viewed from a distance, but their printed motifs become recognizable on closer inspection.
Wednesday, 18 August 2010
What Makes Kotpad a Unique Fabric
It is dyeing with Aul ( Al) Tree Root Bark that makes the Kotpad Fabric unique. In this area, roots of Al trees, which belong to Morinda genus are used for dyeing red color. Mainly the roots of Morinda citrifolia, Linn and Morinda coreia, Buch-Ham (earlier known as M. tinctoria,Roxb.) are used for dyeing red, maroon and brown colors The process of dyeing with Aul ( Al) Tree roots is as follows:
Al Dyeing Process
Pre-Dyeing Process
• Al roots are first dried and preserved. They are powdered just before dyeing.
• The yarn is first oiled using caster oil and ganji, the rice starch solution.
• Then it is treated in the solution of cow-dung and ganji and is dried in sun after it.
• When the yarn dries, it is sprinkled with kharpani, an ash solution prepared using ash of wood or residue of some of the local crops. The yarn is kneaded using either hand or feet. This process is continued three to four time each day for about 15 days.
• Then it is washed in river and dried. Now the yarn is bleached and is ready for dyeing.
Dyeing Red Color
• The bleached yarn is soaked in the solution made using powdered Al dye and water.
• It is then kept overnight in the dye vessel and boiled with the dye at least for one hour.
• The dried yarn is treated with Kharpani and dried again. This process is repeated thrice, which deepens the red color.
Redyeing for Achieving Maroon Color
• Red dyed yarn is beaten and wetted using kharpani .
• Al powder is sprinkled on it on fera, the wooden plank.
• Then it is kneaded with legs and re-dyed by boiling in Al dye powder in the same manner as earlier.
• This second dyeing dyes yarn in maroon color.
Redyeing for Achieving Dark Brown Color
• To dye the yarn in dark brown color, the maroon dyed yarn is dyed third time using Hirakashi ( Iron Sulphate).
Now that you've finished reading this post, what are you going do? You should go join the Forum.
What Gives Mysore Silk its Uniqueness
Mysore silk is synonymous with the silk produced in the geographical area of Mysore district, thus fabrics made out of these silks are called Mysore silk.
More specifically, it is 100% pure silk woven in Crepe-de-Chine or Georgette. In Crepe-de-Chine the 26/28 Denier untwisted raw silk yarn is used in the warp and 26/28 Denier 2 ply twisted yarn is used in the weft. In Georgette, 26/28 Denier 2 ply twisted yarn is used both in warp and weft.
Here in Both Georgette and Crepe-de-chine, twist plays a very important role. The twist per inch varies from 400 TPM to 3000 TPM depending upon the end use of yarn. After twisting, twist setting is done by keeping the twisted yarn in a vacuum chamber and then letting the steam for 15-45 minutes depending upon the twist inserted.
Now that you've finished reading this post, what are you going do? You should go join the Forum.
What Gives Chanderi Fabric its uniqueness
The Chanderi Fabric is well-known for its transparency and sheer texture.

The transparency in Chanderi Sarees is a consequences of Single Filature quality of yarn used. Filature yarn is the quality of yarn when the glue of the raw yarn is not removed. The non degumming of the raw yarn given shine and transparency to the chanderi sarees.
Now that you've finished reading this post, what are you going do? You should go join the Forum.
Tuesday, 17 August 2010
How to Identify Kota Doria
Kota Doria is a unique hand-woven fabric having a characteristic square-check pattern. The deft weavers of the cluster create it through differential beating of the silk and cotton yarns. Each square of 14 yarns (8 of cotton and 6 of silk) is termed as a ‘‘khat’’, and this is the hallmark of Kota Doria. A total of 300 ‘‘khat’s’ are there across the width of the fabric, which is up to 46 inches due to the usage of a throw shuttle technique on pit looms.
Monday, 16 August 2010
Tolerance Limit for Yarn Count in Khadi
There will be obviously a variation in the nominal yarn count. For this purpose the tolerance limit for variation will be as follows:
Coarse count (Up to 16 Ne) ± 10 %
Remaining count groups including Muslin ± 5 %
http://mytextilenotes.blogspot.com
Sunday, 15 August 2010
Warp Cover Factor in Khadi
Shirting 11 ± 10%
Bed sheet 11 ± 10%
Do suti 11 ± 10%
Dhoti/Sari 9 ± 10%
Cotton coating 12 ± 10%
Poly shirting 11 ± 10%
Poly coating 12 ± 10%

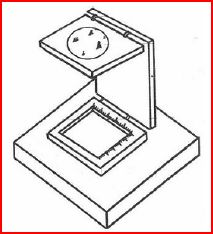
How to Use Pick Glass
How to Use a Pick Glass to Measure Reed and Pick in Woven Fabrics
A pick glass, also called a counting glass, is a small magnifying instrument used to count the number of warp and weft threads in a woven fabric. It is commonly used in textile laboratories, mills, buying offices, quality inspection departments, and classrooms to determine fabric construction.
In trade language, the terms reed and pick are often used while discussing woven fabric construction. In this context, reed generally refers to the number of warp ends per inch, and pick refers to the number of weft picks per inch. Technically, these are better described as:
| Term | Meaning | Common Unit |
|---|---|---|
| Ends | Warp threads running lengthwise in the fabric | Ends per inch or ends per cm |
| Picks | Weft threads running widthwise in the fabric | Picks per inch or picks per cm |
| Reed | In trade usage, often used to indicate warp thread density | Usually ends per inch |
Terminology note:
In strict weaving terminology, reed also refers to the loom reed used for spacing warp ends. However, in mill and trade conversation, “reed” is often used to indicate the number of warp ends per inch in the fabric. This article uses the term in that practical trade sense.
In strict weaving terminology, reed also refers to the loom reed used for spacing warp ends. However, in mill and trade conversation, “reed” is often used to indicate the number of warp ends per inch in the fabric. This article uses the term in that practical trade sense.
.png)
.png)
Purpose of Using a Pick Glass
A pick glass is used to determine the thread density of a woven fabric. It helps answer questions such as:
- How many warp ends are present in one inch or one centimetre?
- How many weft picks are present in one inch or one centimetre?
- Does the actual fabric construction match the required specification?
- Has the fabric changed after processing, washing, finishing, or relaxation?
The following procedure is based on the principles of IS 1963:1981, Methods for Determination of Threads per Unit Length in Woven Fabrics. Needs source verification against the latest applicable version before formal laboratory use.
.png)
Sampling Precautions
Before counting the threads, proper sampling is important. If the sample is not chosen carefully, the result may not represent the actual fabric construction.
- Avoid taking readings within 50 mm from the selvedge.
- Avoid taking readings within two metres from either end of a fabric piece or roll.
- Keep the fabric flat, smooth, and free from wrinkles.
- Do not stretch the fabric while measuring.
- Take readings from different places in the fabric to get a representative average.
.png)
Practical note:
The selvedge portion may have a different construction from the body of the fabric. Therefore, readings taken too close to the selvedge may give misleading results.
The selvedge portion may have a different construction from the body of the fabric. Therefore, readings taken too close to the selvedge may give misleading results.
Special Case: Designed or Figured Fabrics
In designed fabrics, dobby fabrics, jacquard fabrics, extra-warp fabrics, extra-weft fabrics, and other figured constructions, counting may be more difficult because all threads may not appear uniformly.
For such fabrics, it is useful to:
- Determine the number of units in one weave repeat from a point paper diagram, if available.
- Count the number of complete repeats within the selected measuring distance.
- Count the remaining units beyond the complete repeats.
- From this information, calculate the number of warp or weft threads per centimetre or inch.
Technical note:
In plain fabrics, thread counting is usually straightforward. In figured fabrics, the count may need to be interpreted with reference to the weave repeat. This is especially relevant for decorative saree fabrics, brocades, jacquards, and extra-weft designs.
In plain fabrics, thread counting is usually straightforward. In figured fabrics, the count may need to be interpreted with reference to the weave repeat. This is especially relevant for decorative saree fabrics, brocades, jacquards, and extra-weft designs.
Procedure for Measuring Reed and Pick
- Place the fabric sample on a flat table.
- Smoothen the sample gently without stretching it.
- Set the pointer of the counting glass at zero.
-
Place the counting glass on the fabric:
- Parallel to the warp direction when weft density is to be counted.
- Parallel to the weft direction when warp density is to be counted.
- Count the number of warp or weft threads in the specified measuring length.
- Repeat the same procedure in at least four more places on the fabric.
- Calculate the thread density using the formula given below.
- Calculate the average of all readings and report it as the thread density of the fabric.
Formula
The number of warp or weft threads per unit length is calculated as:
n = N ÷ L
Where:
- n = number of warp or weft threads per centimetre or inch
- N = observed number of threads in the measured distance
- L = distance in centimetres or inches across which the threads are counted
Example
Suppose 32 warp threads are counted in a distance of 1 inch.
n = 32 ÷ 1 = 32 ends per inch
Therefore, the warp density of the fabric is 32 ends per inch.
Similarly, if 28 weft threads are counted in 1 inch, the weft density is 28 picks per inch.
Recording the Readings
A simple table may be used to record the readings before calculating the average.
| Reading No. | Warp Threads / Ends | Weft Threads / Picks | Unit |
|---|---|---|---|
| 1 | -- | -- | Per inch / per cm |
| 2 | -- | -- | Per inch / per cm |
| 3 | -- | -- | Per inch / per cm |
| 4 | -- | -- | Per inch / per cm |
| 5 | -- | -- | Per inch / per cm |
| Average | -- | -- | Per inch / per cm |
Important Precautions
- Do not count the same set of warp or weft threads more than once.
- Do not take readings from creased, stretched, or distorted areas.
- Avoid the selvedge area.
- Take readings from different positions in the fabric.
- For threads per centimetre, the value may be rounded off to one decimal place.
- For heavily textured, hairy, slub, fancy, pile, leno, or highly figured fabrics, counting may require extra care. Needs source verification for special fabric categories.
Practical example:
In saree fabrics, the body, border, and pallu may have different constructions. Therefore, if the purpose is quality checking, each area may need to be checked separately rather than assuming one reading represents the entire saree.
In saree fabrics, the body, border, and pallu may have different constructions. Therefore, if the purpose is quality checking, each area may need to be checked separately rather than assuming one reading represents the entire saree.
Common Confusion: Reed, Ends, and Picks
| Expression | Usually Means | Clarification |
|---|---|---|
| Reed | Warp ends per inch in trade usage | Technically, reed is also a loom part used to space warp ends. |
| Ends | Warp threads | Counted lengthwise in the fabric. |
| Picks | Weft threads | Counted widthwise in the fabric. |
| Fabric count | Ends and picks per unit length | Used to describe woven fabric construction. |
.png)
Conclusion
A pick glass is a simple but very useful tool for understanding woven fabric construction. By carefully counting warp ends and weft picks, one can check whether a fabric matches the required construction, compare different fabrics, or study changes caused by finishing, washing, or processing.
Although the method is simple, accuracy depends on correct sampling, proper alignment of the counting glass, avoiding distorted areas, and taking readings from multiple places. For formal testing, the relevant standard such as IS 1963 or an equivalent international standard should be consulted.
Reference
- Bureau of Indian Standards. IS 1963: Methods for Determination of Threads per Unit Length in Woven Fabrics.
- ASTM D3775: Standard Test Method for End (Warp) and Pick (Filling) Count of Woven Fabrics.
- ISO 7211-2: Textiles — Woven fabrics — Construction — Methods of analysis — Determination of number of threads per unit length.
- Manual on Quality Assurance for Khadi, section on determination of thread density in woven fabrics.
- Textile testing textbooks covering fabric count, end count, pick count, and fabric construction analysis.
500 count Khadi
A master weaver from Murshidabad, Kalicharan Sharma, had re-discovered the technique of spinning the fine yarn a few years ago, and Saha learnt it from him. Making the 500-count muslin sari— a 5.5 metre saree requires 60,000 metres of yarn to make—is a laborious process that takes more than two months for a team of three weavers. “Making muslin is a very sensitive and lengthy process that takes loads of patience. The yarn breaks frequently. Spinning is done only early mornings and after dusk. The heat during the day breaks the thread. Earlier, very young girls aged about ten years or so would spin the yarn with their nimble fingers. I’ve modified the charkha to replicate those nimble fingers. I’ve modified the apron, rubber rollers, gears and other parts of the machine. I’ve also re-invented the original technique of weaving muslin,” he says.

500 count Khadi
Of the many stories about khadi, the one that’s most romantic is about Bengal muslin, a fabric coveted by sultans and nawabs for being so fine that it could pass through a ring. On the verge of dying out, a group of weavers in Nabadwip in Nadia district of West Bengal revived it sometime in the 1990s. In fact, Ritu Kumar sourced khadi with this fine count for her ensembles from an old weaver in Nabadwip, who has since died. Recently, Rabindranath Saha, a master weaver from Kalna in Bardhaman district, developed a technique to make the 500-count cloth using a faster, less laborious method with the help of the Khadi and Village Industries Commission. He was awarded the Sant Kabir national award this year for his innovation. Saha sells his 500-count cotton khadi for Rs 1,600 a metre. His next challenge is to weave a 1,000-count khadi. Numbering up Employment: 9.50 lakhs Total Production: Rs 585.25 crore Sales: Rs 799.60 crore Export: Rs 104.84 crore Number of government outlets around the country: 7,050 (Figures for 2008-09 from the Khadi and Village Industries Commission)
Would like to see a 500 count yarn and fabric thereof myself
Sunday, 8 August 2010
Direction of Curl of Single Jersey Fabric
When the fabric is cut, it curls towards the face at the top and bottom and towards the back at the sides.
http://mytextilenotes.blogspot.com
How to Control Skew on Single Jersey Circular Weft Knitted Fabrics
Ideally courses and wales should be at right angle to each other. Skew occurs when wales are displaced from their vertical position when it is called wale skew. It also occurs when courses are displaced from their horizontal position when it is called course skew.
Skew on 100% cotton single jersey is related to the level of yarn twist, the spinning system used, the strand configuration, the tightness of the knitted stitch, the number of feeders on the knitting machine, the rotational direction of the knitting cylinder and the finishing techniques used.
Normally skew caused by yarn is wale skew and that caused by feeders is course skew.
Skew is measured using a proposed test method developed by AATCC. In this test the samples are marked with a square before washing and tumble drying. If the fabric skews after five wash and dry cycles, the square can be measured for percent skew.

The method uses a mathematical formula for shear distortion (skew) and is shown below: % skew = 2(AC-BD) x 100/(AC + BD) Where AC and BD are the diagonals of the square.
On a knitting machine making single jersey. For each feed of yarn, one revolution of the machine will make a course of fabric. The more the number of feeders, the more courses are made in one revolution of machine. Which means that the courses are stacked on top of each other for each revolution. This creates a spiral line as shown in the figure. The distance between the spiral lines represent the production of courses for one revolution of cylinder. Thus for example if in one revolution of cylinder there is a formation of 1.5 inches of linear meter of cloth then there will be 1.5 linear inches of skew in the course that is generated. Machines with large numbers of feeders can create substantial skew in the fabric.
It is important to note that skew from the yarn and the skew from the number of feeders in the machine can combine together to create more skew or can offset the skew. Thus while selection of yarn twist according to the direction of rotation of cylinder is very important. In general, yarns with Z twist gives less skew on a machine of counterclockwise rotation. It is due to the fact that fabric coming from the counterclockwise machine have courses with LH skew while yarns with “Z” twist yield fabrics with RH skew. This offsets the two skews and the resulting fabric is more balanced.

It is said that best skew qualities result by alternating feeds of S and Z twist. Taking plied yarn instead of single yarn can also control the skew. If single yarns must be used, then resin finishing offers reasonable control of skew.
Also it is found that higher the twist multiple, the greater is the tendency to skew. All Z twist cotton yarns exhibit skew in a direction referred to “right-hand skew”. It means there is a wale loop distortion that leans to the right. All S twist yarns yield a left hand skew.
In general open-end yarns result in less skew than the ring spun yarns.
Also the tighter the stitch means more the number of stitches per revolution, the less is the skew.
Source: Technical Bulletin- Knit Fabrics and the Reduction of Torque
Now that you've finished reading this post, what are you going do? You should go join the Forum.
Animation Carding-DK 903
It is an Animation of the Carding Machine. Hover the mouse over this animation to learn about the various parts. You can also click the link above to see the bigger picture
Thursday, 5 August 2010
How to Control GSM in a Single Jersey Knit Fabric
How to Control GSM in a Single Jersey Knit Fabric
This question was asked by one of my readers. To answer it properly, we should begin from the first principles of knitting, because GSM in a knitted fabric is not controlled by one single setting. It is the combined result of yarn count, loop length, stitch density, machine gauge, feeder setting, relaxation, dyeing, finishing and compaction.
Single jersey is one of the most common weft knitted fabrics. It is used widely in T-shirts, vests, leggings, casual tops and many lightweight knitted garments. The simplicity of the structure sometimes gives the impression that GSM control is also simple, but in actual production it requires careful coordination between yarn, machine and finishing.
Table of Contents
- What is GSM?
- Basic Principle of GSM Control
- Knitting, Weft Knitting and Single Jersey
- Role of Yarn Count
- Role of Stitch Length or Loop Length
- Role of Stitches Per Inch
- Role of Machine Gauge
- Role of IRO or Positive Yarn Feeder
- Role of Cylinder and Dial Setting
- GSM Before and After Processing
- Practical Example
- Shop-Floor Checks for GSM Control
- Common Mistakes in GSM Control
- Merchandiser’s Note
- Simple Summary
- Related Reading
- General Disclaimer
What is GSM?
GSM means grams per square metre. It tells us the weight of one square metre of fabric. In simple terms, GSM is a measure of fabric heaviness. A higher GSM means a heavier, denser or more compact fabric, while a lower GSM means a lighter, more open or softer fabric.
In knitted fabrics, GSM should not be understood only as a weighing result. It is also a reflection of how much yarn has been placed within a given fabric area. Therefore, the same yarn can produce different GSM values if the loop length, stitch density or finishing conditions are changed.
A simple way of understanding GSM is:
\[ \text{GSM} = \frac{\text{Fabric weight in grams}}{\text{Fabric area in square metres}} \]
For knitted fabric, another practical way to think about it is:
\[ \text{GSM} \propto \text{Loop density} \times \text{Yarn weight per loop} \]

Basic Principle of GSM Control
GSM in single jersey fabric can be controlled mainly in three ways. It can be controlled by changing the yarn count, by changing the stitch density, or by changing the loop length. In actual production, all three are connected, but loop length is usually the most practical day-to-day control available to the knitter.
If a coarser yarn is used, the fabric becomes heavier and GSM increases. If a finer yarn is used, the fabric becomes lighter and GSM decreases. For the same yarn count, GSM can be increased by increasing the number of stitches per inch or by reducing the loop length.
In simple terms:
\[ \text{Coarser yarn} \Rightarrow \text{Higher GSM} \]
\[ \text{Finer yarn} \Rightarrow \text{Lower GSM} \]
\[ \text{Shorter loop length} \Rightarrow \text{Higher GSM} \]
\[ \text{Longer loop length} \Rightarrow \text{Lower GSM} \]
Knitting, Weft Knitting and Single Jersey
Knitting is a process of fabric formation by the intermeshing of loops of yarn. When one loop is drawn through another loop, a knitted stitch is formed. This looped structure gives knitted fabric its stretch, softness and flexibility.
Weft knitting is a method of fabric formation in which the loops are made horizontally from a single yarn. The intermeshing of loops takes place across the width of the fabric, either in circular form or on a flat machine. Single jersey is a weft knitted fabric produced with one set of needles. It is also called plain knitted fabric.
Because single jersey is made from one set of needles, it has a face side and a back side. The face side shows vertical wales, while the back side shows semi-circular loops. This structure is simple, but it is very sensitive to yarn quality, loop length, machine setting and finishing treatment.
Role of Yarn Count
Yarn count indicates the fineness or coarseness of yarn. In the English cotton count system, a higher count means a finer yarn. For example, 40s Ne is finer than 30s Ne, and 30s Ne is finer than 20s Ne.
If the yarn becomes coarser, more fibre mass is present in a given length of yarn. Therefore, when it is knitted into fabric, the resulting fabric generally becomes heavier. If the yarn becomes finer, less fibre mass is present in the same length of yarn, and the fabric generally becomes lighter.
| Yarn or Fabric Change | Likely Effect on GSM |
|---|---|
| Coarser yarn | GSM increases |
| Finer yarn | GSM decreases |
| Same yarn with shorter loop length | GSM increases |
| Same yarn with longer loop length | GSM decreases |
However, yarn count cannot be changed casually after fabric quality has been approved. A change in yarn count can affect fabric appearance, hand feel, bursting strength, shrinkage, opacity, dyeing behaviour and cost. Therefore, for regular production correction, loop length adjustment is usually more practical than changing yarn count.
Role of Stitch Length or Loop Length
Stitch length, also called loop length, is the length of yarn required to form one complete knitted loop. This is one of the most important parameters in knitted fabric engineering because it directly affects GSM, width, extensibility, compactness, shrinkage and handle.
If the loop length is increased, each loop becomes larger. The fabric becomes more open, more extensible and generally lighter per unit area. Therefore, GSM tends to decrease. If the loop length is decreased, each loop becomes smaller and tighter. The fabric becomes more compact and heavier per unit area. Therefore, GSM tends to increase.
This relationship may be expressed practically as:
\[ \text{Loop length} \uparrow \Rightarrow \text{GSM} \downarrow \]
\[ \text{Loop length} \downarrow \Rightarrow \text{GSM} \uparrow \]
This is why loop length is one of the first settings checked when the GSM of a single jersey fabric is not matching the required specification. A small change in loop length can produce a noticeable change in fabric weight and width.

Role of Stitches Per Inch
GSM also depends on the number of loops present in a given area. In knitted fabric, this is studied through courses per inch and wales per inch. Courses are the horizontal rows of loops, while wales are the vertical columns of loops.
If the number of courses and wales per inch increases, more loops are packed into the same area, and GSM increases. If the number of loops per inch decreases, the fabric becomes more open, and GSM decreases.
The relationship may be understood as:
\[ \text{Higher stitch density} \Rightarrow \text{Higher GSM} \]
\[ \text{Lower stitch density} \Rightarrow \text{Lower GSM} \]
For the same yarn count, stitch density can be increased by using a suitable higher gauge machine or by decreasing loop length. However, the quality of the fabric should not be sacrificed merely to achieve GSM. Excessively tight fabric may become harsh, narrow, unstable or difficult to process.
Role of Machine Gauge
Machine gauge means the number of needles per inch in the knitting machine. A higher gauge machine has more needles per inch and can produce finer and denser fabrics. A lower gauge machine has fewer needles per inch and is used for coarser fabrics.
For a given yarn and fabric structure, increasing the stitch density through a suitable machine gauge can increase GSM. However, yarn count must be compatible with machine gauge. A very coarse yarn cannot be knitted properly on a very fine gauge machine, while a very fine yarn may not give sufficient cover on a coarse gauge machine.
Therefore, machine gauge is not only a GSM-control factor. It is also a fabric design decision. The correct machine gauge must balance yarn count, required GSM, fabric cover, hand feel, productivity and quality.
Role of IRO or Positive Yarn Feeder
In modern weft knitting machines, a positive feeder such as IRO is used to regulate the speed of the yarn being fed to the needles. The feeder helps maintain uniform yarn supply and controls the amount of yarn delivered during knitting.
If the speed of the IRO increases, the quantity of yarn passing into the machine increases. As more yarn is supplied, the loop size increases and the GSM decreases. If the IRO speed decreases, less yarn is supplied, the loop size decreases and the GSM increases.
| IRO / Feeder Setting | Loop Size | Effect on GSM |
|---|---|---|
| Feeder speed increases | Loop size increases | GSM decreases |
| Feeder speed decreases | Loop size decreases | GSM increases |
This is one of the most important practical controls available to the knitter on the shop floor. But the adjustment should be done carefully, because extreme feeder settings can affect fabric appearance, yarn tension, fabric width and knitting performance.
Role of Cylinder and Dial Setting
The loop size can also be influenced by machine settings, including the distance between the cylinder and dial needles in machines where such arrangements are relevant. If the distance is more, the loop size increases and GSM decreases. If the distance is reduced, the loop becomes smaller and GSM increases.
However, such settings should be adjusted carefully. Incorrect adjustment may lead to knitting defects, needle damage, uneven loop formation, holes, fabric lines or excessive yarn tension. In production, a GSM correction should never be made blindly. The knitter should first identify whether the problem is coming from yarn, feeder setting, loop length, machine condition or processing.
GSM Before and After Processing
The GSM measured in grey fabric is not always the same as the GSM measured after dyeing, washing, compacting or finishing. Knitted fabrics are dimensionally unstable, and their final GSM depends greatly on relaxation and shrinkage during wet processing and finishing.
For example, after dyeing and washing, the fabric may shrink in width or length. When the same mass of fabric occupies a smaller area, the GSM increases. Compacting can also increase GSM by reducing lengthwise shrinkage and making the fabric more stable.
Therefore, a knitter should not target the finished GSM directly in grey fabric without considering processing loss and shrinkage. A practical factory approach is to maintain a grey GSM range based on previous experience, then allow for dyeing, washing, finishing and compaction effects.
Practical point: GSM should ideally be checked after proper relaxation. If fabric is tested immediately after knitting, dyeing or finishing, the reading may not represent the final stable condition of the fabric.

Practical Example
Suppose a single jersey fabric is being knitted from 30s Ne cotton yarn, and the buyer requires a finished GSM of 160. If the finished GSM is coming lower than required, the factory should not immediately blame only one department. The knitter, processor and merchandiser should examine the complete chain.
If the GSM is lower than required, the factory may check whether the loop length is too high, whether the feeder is supplying too much yarn, whether the yarn count is finer than specified, whether the machine gauge is suitable, whether the fabric is being over-stretched during finishing, and whether the fabric has relaxed properly before GSM testing.
If the GSM is higher than required, the factory may check whether the loop length is too short, whether the feeder is supplying less yarn, whether the yarn count is coarser than specified, whether the fabric has shrunk too much during processing, or whether compacting has been done excessively.
This shows that GSM correction is not merely a knitting issue. It is a combined knitting, processing and finishing issue.
Shop-Floor Checks for GSM Control
| Check Point | Why It Matters |
|---|---|
| Yarn count | Coarser yarn increases GSM; finer yarn reduces GSM. |
| Yarn lot | Different yarn lots may behave differently in knitting and finishing. |
| Loop length | Directly affects fabric compactness, width and GSM. |
| Feeder setting | Controls yarn delivery and loop size. |
| Machine gauge | Influences stitch density and suitability of yarn count. |
| Needle condition | Damaged needles may disturb loop formation and fabric appearance. |
| Take-down tension | Excessive tension can distort fabric dimensions. |
| Grey GSM | Helps predict finished GSM after processing. |
| Finished GSM | This is the final buyer-relevant value. |
| Relaxation time | Fabric should be tested after proper relaxation for reliable GSM. |
Common Mistakes in GSM Control
One common mistake is to adjust GSM only by changing machine settings without checking yarn count. If the yarn itself is different from the approved specification, the GSM problem may continue even after several machine adjustments.
Another mistake is testing GSM immediately after knitting or finishing without allowing the fabric to relax. Knitted fabric changes dimension after relaxation, so immediate GSM readings can be misleading.
A third mistake is ignoring finishing. The knitting department may produce correct grey GSM, but dyeing, washing, squeezing, drying or compacting may change the final GSM significantly. Therefore, communication between knitting, dyeing, finishing and merchandising is essential.
Merchandiser’s Note
For a merchandiser, GSM should not be treated as an isolated number. It is linked with fabric handle, fall, opacity, shrinkage, spirality, costing and garment performance. A small GSM variation may be acceptable if the buyer’s tolerance allows it, but if GSM is outside tolerance, the root cause must be identified.
The merchandiser should ask whether the issue is due to yarn count, loop length, feeder setting, machine gauge, shrinkage or finishing. This approach helps avoid unnecessary arguments between departments and supports faster corrective action.
Simple Summary
GSM in single jersey fabric can be controlled by using a coarser or finer yarn count, increasing or decreasing stitch density, adjusting loop length, controlling positive feeder speed, selecting the right machine gauge, and managing fabric relaxation, shrinkage and finishing.
The most practical day-to-day control is loop length. If loop length increases, GSM decreases. If loop length decreases, GSM increases. In single jersey knitting, GSM is therefore not just a weight value. It is the final result of yarn, loop, machine, processing and finishing working together.
General Disclaimer
This article is intended for educational and practical understanding of knitted fabric GSM control. Actual production settings may vary depending on yarn quality, machine condition, gauge, fabric structure, processing route, finishing method and buyer tolerance. For commercial production, GSM settings should be finalized through trial, testing and approval by the concerned technical team.
Tuesday, 3 August 2010
Cotton Printed Dhar
In Dhar Prints, White based prints are all natural dyed. Color based prints are chemical dyed.
Friday, 30 July 2010
Dabu Vs. Ajrak
Dabu is an example of mud resist fabric while Ajrak is an example of Lime resist fabric
Tuesday, 27 July 2010
Fagotting
This decorative technique joins two pieces of fabric or lace leaving a space in between to allow for stitches. The fabric edges may be corded or folded. This technique also works well when attaching decorative lace to fabric.

Cotton Lycra Churidars
Be careful while checking Cotton + Lycra Churidars for Stretch. If it is more than it will be more like Slacks. As then the bagging will not be more.
Saturday, 24 July 2010
Some Notes on Theory of Design
According to Goldstein design is defined as any arrangement of lines, forms, colour, and textures.
Design is classified into two types: structural and decorative designs.
Structural design is a form of construction that is built into the cloth during the process of its manufacturing.
Weaving is the most common method of producing structural design. Non-woven methods like knitting, lace making can also be included in this category.
Decorative design is applied to the surface of the cloth to ornament it.
The common method of producing decorative design in the field of textiles includes printing, dyeing, embroidery, appliqué and painting in addition to trimmings and certain finishing methods.
Decorative or ornamental design may be expressed five ways –naturalistic/conversational, Stylized/floral, geometric, abstract and ethnic forms.
Naturalistic designs/ conversational:
This depicts real objects in a natural manner. Flowers, animals, plant forms, human figure of any other object may be selected for representation certain traditional patterns. They also called novelty patterns. Examples are Animals, animal skins, cartoons, fruit, games, toys, mythological designs, vegetables, shells, sports and jungle etc.
Stylized designs/ Floral designs:
These distort real objects. In this natural designs are simplified, exaggerated, rearranged or even distorted to achieve the purpose of the design. In textile industry, patterns of richly coloured, delicately petaled roses and patterns of rose’s sharp thorns are both referred to as floral. The floral category includes all the gatherings of the flower garden, in fact including grasses, but agricultural produce like fruit and vegetables is considered a conversational subject. Floral motifs are more common in women’s clothes and furnishing materials. Examples of floral patterns are
a) All over non-directional: The motifs of the patterns cover more than 50 % of the field. Such layouts are popular with textile and fashion designers because they tend to disguise a pattern repeat.
b) Allover set: It is a formal layout of grids and diagonals.
c) Baskets, flowerpots and vases: These motifs help to organize a floral pattern, providing a visual focus. Flower spilling out of basket can have a romantic, uplifting effect. Flowerpots and vases resolve the issue of how to deal with plants untidy roots and stems.
d) Bouquets and nosegays: These are popular with designers because they offer a way to combine a variety of flowers in one motif. They evoke images of romance, giving gifts- and sentiments of spring.
Geometric designs:
These are based on pure forms of the circle, rectangle and triangles etc. Geometric motifs include stripes, dots, checks, and plaids as well as many less usual forms. A geometric is an abstract or non-representational motif, a shape that is not a picture of something out in the real world. Examples of geometric designs are basket weave design, check board, chevron and herringbone weave, diagonal stripes, diaper pattern, ogee pattern, plaids and polka dots
Abstract designs:
These have little or no reference to real object. Abstract implies an element of impression and a greater freedom than is found in most geometric designs. This type of design is used in modern art.
Ethnic designs:
Most of the patterns illustrated in this chapter however were produced not for the overseas market but for the domestic one. Ethnic fashions – meaning in textile vocabulary, any pattern or style with a foreign or exotic feeling – come and go in western design. The ethnic styles have their day in western design and then submerge, to reappear Whenever some one senses that the time is right for a new twist on the constant demand for a folkloric pattern. Examples are American Indian look, batik and Indonesian look, Egyptian look, Mexican design and paisley, tie and dye patterns.
Art movements and period styles:
Designs like these are often the links between cloth and the fine arts- they are part of movements and ideas of the age, and are moved to carry theme through in textiles. Examples are Jacobean looks and super graphics
For each of these ways one can interpret the designs based on one of the following crieteria:
Motif: the most important factor in any design, determines the family to which the pattern belongs. This is the basic image –a rose, a square, a clown a paisley
Layout: It describes the arrangement of the motif- whether it is spaced widely or closely on the ground, in neat order or apparently at random, or in rows that form stripes.
Colour: designs are so classified when a particular dye- indigo, madder or Turkey red say –is the strongest element of their look.
You can learn theory of creating patterns here
.
Badla, Kasab, Mukaish and Tested Zari
Plain golden or silver wires are called ‘Badla’ and when these wires are wound around a thread they are called ‘Kasab’, spangles of metal are ‘Sitara’ and tiny dots made out of badla are called ‘Mukaish’. The days of using real gold or silver are now history, what you now get is synthetic
zari or ‘tested zari’.
Subscribe to:
Posts (Atom)