Textile Notes related to fiber, yarn, fabric knowledge, spinning, weaving, processing, projects, knitting, Indian Traditional Textiles and denim manufacturing
Fiber length in spinning is important because it influences spinning limit, yarn strength, evenness and hairiness. It also contributes to the handle and luster of the product by influencing the number of turns of twist required. It influences productivity via the end breakage rate and end breakage rate.
In general, fibers less than 4 to 5 mm are lost at the spinning stage. Fibers from 12 to 15 mm do not contribute to strength but only to the fullness of the yarn. It is only fibers greater than 15mm in length that produce other positive characteristics in the yarn.
Fiber length after carding is most important. Conditions at card and fiber characteristics should be such that the fibers survive carding without noticeable shortening in length.
The fiber lengths can be assessed with the help of a staple diagram.
Remember that the fibers in the boll do not show extremely great length differences. Noticeable differences arise even before the spinning starts. This happens due to mechanical working on the fibers at the ginning and
cleaning stage.
Rectangular Staple
Such diagram is achievable with synthetic fibers.
However such lengths can cause problems in drafting as in drafting stage fibers do not move individually but in bunches, thereby producing a high degree of unevenness.
Triangular Staple
It lends itself to better processing than rectangular staple diagram. However, it produces too many short fibers which cannot be maintained under control. Thus it produces hairy yarn.
Trapezoidal Staple
The fibers depicting such diagram are ideal for processing.
Stepped Staple
It indicates that fiber materials of different lengths are mixed in wrong proportions. It has the disadvantage that fibres move only in bunches which produce a high degree of unevenness.
Now that you've finished reading this post, what are you going do? You should go join the Forum.
Influence of Fiber Fineness and Maturity on spinning Process
Fiber Fineness
Fiber fineness determine how many fibers are present in the cross section of a yarn of given thickness. Additional fibers in the cross section not only provide additional strength but also a better distribution in the yarn. Minimum 30 fibers are needed, usually over 100 fibers are required. Fiber fineness influences spinning limit, drape of the fabric, yarn strength, luster, yarn evenness, handle, yarn fullness and productivity. Productivity is influenced by reduced end breakage rate.
In a conventional spinning process, fine fibers accumulate to the core and coarse fibers in the periphery.
Fiber fineness is measured in dtex which is equal to ratio of mass in dgrams and length in km. Decitex is equal to the product of Micronaire value of the cotton and 0.394.
Cotton fibers are generally classified as very fine if they have a micronaire value upto 3.1; fine if they have value between 3.1 to 3.9; medium if they have it between 4.0 to 4.9; slightly coarse between values of 5 to 5.9 and coarse if they have a micronaire value above 6.
Fiber Maturity
Cotton fiber consists of cell wall and lumen. The maturity index depends upon the thickness of the cell wall. The fibers are considered ripe if they have maturity index between 50-80 percent, unripe if they have MI between 30 to 45% and dead when they have it less than 25%.
Unripe fibers have neither adequate strength nor adequate longitudinal thickness. They lead to loss of yarn strength, neppiness, high proportion of short fibers, varying dyeability, processing difficulties mainly at the card.
Now that you've finished reading this post, what are you going do? You should go join the Forum.
All viscose including High Wet Modulus scorch and ignite quickly when brought near the flame. Like cotton they burn quickly with yellow flame when in the flame. When removed from the flame they continue to burn. There is no afterglow unlike cotton. The smell is that of burning paper. They leave a light gray and feathery ash.
When brought near the flame, it fuses away from flame turning black. When in the flame, it flames quickly. The fabric puckers, sputters and melts. It drips like burning tar. When removed from the flame, it continues to burn and melt. It smells like vinegar. It leaves a brittle hard, irregular black ash which is difficult to crush.
Nylon fuses and shrinks away from the flame when brought near the flame. In flame, it burns slowly without melting. When removed from flame the flame diminishes and tends to die out. It has somewhat pungent odor. It leaves a hard, round, tough and gray bead.
When brought near the flame, it shrinks away from the flame. When in the flames it puckers and chars. When removed from flame, it extinguishes by itself. It has no smell and it leaves a hard black bead.
Polyester fuses and shrinks away from flame. When in flame, it burns slowly with melting. When removed from the flame, it burns with difficulty. It has slightly sweetish smell. It leaves a hard round brittle, black bead.
Orlon, Acrilan and Creslan and Zefran fuse and melt away from Flame when brought near the flame. When in flame Orlon flames rapidly. The fiber puckers, sputters and melts. Acrilan flames rapidly and melts. Creslan flames and melts and Zefran sputters slightly and flames. When removed flame all of acrylics continue to burn and melt. Orlon has a slightly burning meat-like smell. Acrilan has a buring steak smell. Creslan has sharp sweet smell and Zefran has a turmeric like smell. Orlon, Acrilan and Cresla have hard, brittle and irregular black bead. Zefran has irregular black ash that can be crushed easily.
Modacrylics
Verel and SEF fuse and shrink away from the flame when approached near a flame. When in flame, Verel burns very slowly with melting. SEF shrinks, melts and smolders. When removed from flames, all modacrylics are self extinguishing. Verel has a gunpower smell whereas SEF has a sharp sweet smell. Verel leaves a hard and irregular black bead whereas SEF leaves a hard and irregular black bead.
Fuses but doesn’t shrinks away from the flame when approached near the flame. When in flame, it burns with melting. It has an acrid smell. It leaves a soft, fluffy black bead.
Now that you've finished reading this post, what are you going do? You should go join the Forum.
When cotton is brought near the flame it scorches and ignites readily. In the flame it burns quickly with yellow flame. Upon removing from flame it continues to burn rapidly and shows afterglow. It emits a smell of burning paper. The Ash is light, feathery and grayish. If the ash is black it denotes mercerized cotton.
Linen
Linen like cotton when brought near the flame scorches and ignites easily. In the flame it burns slower than cotton with yellow flame. Upon removing from flame it continues to burn with a smell of burning paper. The ash residue is feathery and gray.
Wool
Wool when brought near the flame smolders. In flame it burns with small and slow flickering flame. Also in flame it sizzles and curls. When removed from flame it ceases to burn. The Odor is like that of burning feather or hair. It gives crisp, dark and irregular shaped ash that can be crushed easily.
Pure Silk
Pure silk smolders when brought near the flame. In the flame it burns slowly with sputtering. When removed away from flame it continues to burn but with difficulty and ultimately extinguishes. The smell that is emitted is like that of burning feathers or hair but it is less pronounced than wool. It gives out a round, crisp, shiny black beads that can be crushed easily.
Weighted Silk
Weighted Silk smolders when brought near the flame. In the flame it burns with a glow. When removed from flame the burned part becomes briefly incandescent then it slowly chars. The smell is like that of pure silk i.e. burning feather or hair. The ash brings a screen like skeleton of original sample.
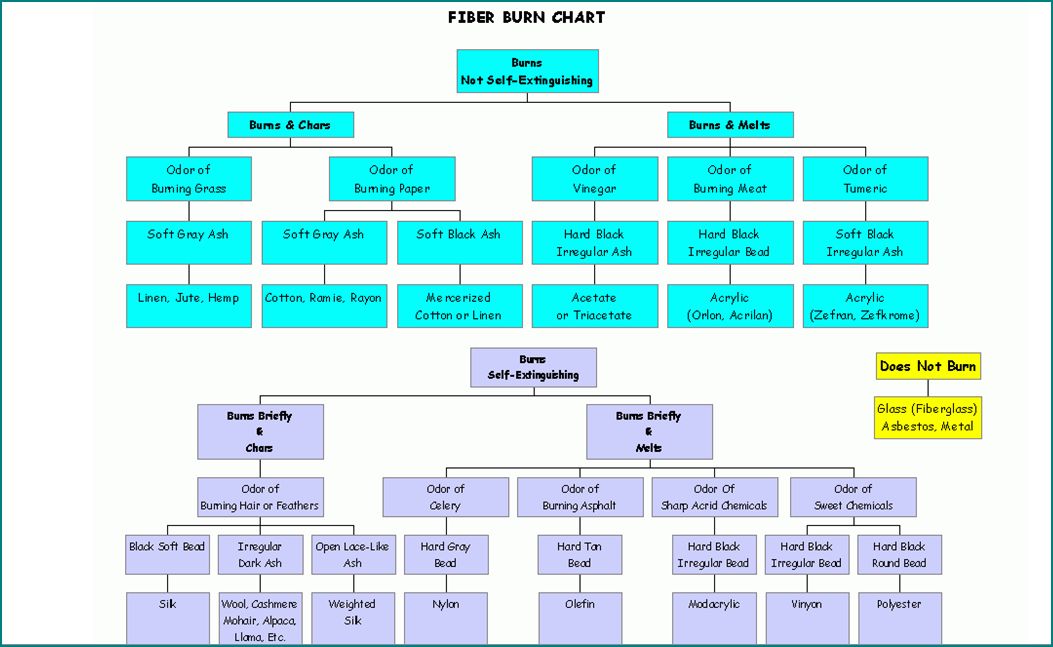
The following guide is very handy in identifying the fibers by burning test:
Now that you've finished reading this post, what are you going do? You should go join the Forum.
Fibers in a blend are chosen keeping in mind various properties of the constituent fibers. Thus a blend is chosen which gives the best of properties of the different constituents of the blend. The properties that are considered can be strength, absorbency,crease resistance, resistance to abrasion, resistance to heat, bulkiness,resistance to pilling and Dimensional stability.All the fibers do not have all the properties that are desired. This is the very reason why blend is chosen.
Cotton has moderate strength and dimensional stability. However, it is excellent in absorbency, resistance to heat and pilling. It has an average resistance to abrasion and poor bulkiness properties and crease retention.Thus it is added in the blend to have excellent absorbency properties.
Viscose Rayon has excellent absorbency, resistance to heat and pilling. Thus it is similar to cotton in these properties.It has however, poor resistance to abrasion, bulkiness, crease retention and stability. It has an average strength. It has absorbency properties similar to cotton. It is also cheaper than cotton.
Acetate Rayon has excellent resistance to pilling and stability. It has moderate resistance to heat and average absorbency, crease retention and stability. However its resistance to abrasion is very poor.
Wool has excellent absorbency, bulk and wrinkle resistance. However, it has poor stability. It has moderate abrasion and heat resistance. Its crease retention, resistance to pilling and strength can only be considered as average.
Nylon has excellent strength, stability and abrasion resistance. However, It has poor absorbency and bulk. It has moderate crease retention and average resistance to heat and pilling.
Polyester has excellent strength, stability, crease retention and abrasion resistance. However it has poor absorbency, bulkiness properties and resistance to pilling. Its resistance to heat is average.
Acrylic has excellent bulk and stability. It has moderate resistance to heat and average crease retention and strength. Its resistance to abrasion and pilling and absorbency are very poor.It is similar to wool in most of the properties. It is also cheaper than wool.
Modacrylic has excellent stability and bulk properties. However its absorbency, resistance to heat and pilling is very poor. It has average strength, resistance to abrasion and crease retention.
Polypropylene and Polyethylene have excellent stability and strength. They have poor absorbency, bulk and heat resistance. The have average crease resistance and resistance to pilling.
Now that you've finished reading this post, what are you going do? You should go join the Forum.
Polyurethane is produced by action of butanediol and hexamethylene diisocyanate.
The polyurethane thus formed has rubber like properties. It gives an elastomeric fibre, which displays elasticity associated with natural rubber and hence can be stretched several times its original length and on releasing the stretching loads it will snap back quickly to recover its original length almost completely. Therefore polyurethane fibres are called snap back or elastomeric fibres.
Different Steps in Fiber Manufacture
Prepolymer Production:
The soft segments of the final polymer are formed in this step. The segments are the source of amorphous regions which permit unfolding of the molecular chains leading to the extension of the fibre under tensile stresses. These segments are made by normal condensation polymerisation techniques. These segments have hydroxy groups at the end.
Reaction Between prepolymers and Diisocyanate
The first prepolymer is reacted with excess of diisocyanate to form urethane groups in the molecular chains.
Segmented polyurethane production
In this step the hard segment is created by chain extension in which second prepolymer is treated with glycols or diamines.
Spinning
When the final polymer contain essentially linear macromolecules then it is dissolved in the solvent ( eg. DMF- Dimethyl Formamide) and extruded through spinnerettes into a coagulating bath ( water) as in wet spinning or into an atmosphere to remove the solvent as in dry spinning.
Properties
Strength: 0.55-1.0 gpd
Extension at Break: 520-610 %
Specific Gravity: 1.20-1.25
Set % at 600% stretch: 70%
Moisture Regain: 0.8-1.2
It is a thermoplastic fibres which sticks at 170 deg C and melts at 230 deg C
It has an excellent resistance to sunlight
It is resistant to insects and microorganisms.
It is resistant to common solvents such as dry cleaning solvents and saturated hydrocarbons.
Chemical Properties
It has good resistance to cold dilute Acids, Hot concentrated acids slightly yellow it.
It has a good resistance to weak and cold alkalies. It has good resistance to cosmetic oils and lotions. Chlorites and hypochlorites attack the fibre.
When heated the fibres fuse and do not shrink from the flame. They burn and produce soft fluffy black ash.
Propylene is one of the constituents obtained from thermal or catalytic cracking of petroleum. Under suitable polymerising conditions, propylene produces fibres forming polypropylene.
Polymerisation: It is done by dissolving propylene in heptane using TiCl3Al(C2H5)3 catalyst system at about 100 deg C under a pressure of 30 Atm for 8 hours. The polymer has a molecular weight of about 80000.
Spinning : Polypropylene is melt spun. The filaments are extruded at 100 deg C above the melting point, cooled in air chamber and collected on bobbins. The filaments are hot drawn (polyethene- cold drawn) and twisted into yarns.
Properties:
1. PP fibres are colorless and have a smooth surface, with round cross section.
2. Tenacity- 4.5-6 gpd Elongation at Break: 17-20 % Elastic Properties at 2% extenstion: Instantenous Stretch for 30 Seconds: 91%, delayed - 9% Moisture Regain: Nil
3. Boiling water shrinks PP by about 15-20% in 20 minutes
Fibres made from polymers or copolymers of olefin hydrocarbons such as ethylene, propylene are called polyolefins.
Polyethylene: Of all the fibre forming polymers, polyethylene (made by addition polymerisation) Ch2==Ch2 has the simplest structure.
Manufacture: Ethylene is the principal raw material for producing polyethylene fibres. Ethylene gas is obtained by cracking petroleum.
Polymerisation: Ethylene is polymerised under severe conditions in autoclaves at 200 deg C and 1500 atmospheric pressure in the presence of traces (0.01%) of oxygen acting as a catalyst. The polymer resembles paraffin wax and is characterised by low density.
Spinning : Spinning of polyethylene is carried out by melt spinning. The polymer with a molecular weight of about 15,000 is spun from the melt at about 205 deg C and extended through a spinnerette of 0.1 mm diameter into a current of cooling gas. The filaments are cooled to 15 -60 deg C and stretched 4 to 10 times their original length. The drawn monofilaments are wound on spools.
Properties of polyethylene
a. Polyethylene fibre has a round cross section and has a smooth surface. Fibres made from low molecular weight polyethylene have a grease like handle.
b. Specific Gravity- 0.92 Tenacity - 1.0-1.5 gpd Elongation at Break %- 45-50 Tensile Strength psi - 15000 Softening Range: deg C- 85-90
c The moisture regain of polyethylene is practically nil and hence moisture does not affect the mechanical properties of the fibres.
d. Polyethylene is insoluble in most of the common organic solvents at room temperature.
e. Polyethylene fibres have a high degree of resistance to acids and alkalies at all concentrations even at high temperature.
f. The fibre is generally inert and is resistant to wide range of chemicals at ordinary temperatures. They are attacked by oxidising agents.
Polyvinyl alcohol (water soluble compound) can be described as a polyhydric, having secondary alcoholic groups on alternate carbon atoms of an aliphatic macromolecule.
Because of the presence of a large number of hydroxy groups, in its molecular structure, it is soluble in water. This is solublised in water by a treatment with formaldehyde. Manufacture of Polyvinyl Alcohol
1. Production of acetic acid from acetylene
For this purpose, limestone is calcinated to give quicklime (CaO) which is treated with coke at elevated temperature to form calciium carbide. Acetylene is generated by treating calcium carbide with water. A part of acetylene is converted into acetic acidby combined hydration and oxidation.
Synthesis of Vinyl Acetate
The acetic acid formed in the above step is reacted with acetylene in the presence of zinc acetate catalyst when vinyl acetate is formed.
Polymerisation of Vinyl Acetate
A solution of vinyl acetate in methanol is used for the polymerisation of vinyl acetate in the presence of a peroxide or azo compound as a catalyst.
Conversion of PVAcetate into PVA
NaOH is added in PV Acetate solution in methanol, when alcoholysis of the acetate groups takes place.
Spinning
The precipitated PVA as obtained in the preceding step is pressed and dried. It is then dissolved in water to give a 15% solution of the polymer. This solution is extruded into a spinning bath containing sulphuric acid ( 20%), Glauber's Salt ( 25%), formaldehyde (5%) and water (50%)
Properties
Shrinkage Properties: 10% at 220-230 deg C.
At 220 deg c, It begins to turn yellow and shrinks.
The fiber is inert to animal, vegetable and mineral oils and to most common organic solvents.
It has good resistance to acids under normal conditions, Hot or concentrated mineral acids cause swelling and shrinkage. Its resistance to alkali is generally good. Strong alkalies cause yellowing without affecting the tenacity.
Fabrics made from this fibre do not get solied easily. They are easy to wash and quick to dry. They have good crease retention.
Blend of Acrylic with Wool, Silk, Cotton, Viscose, Polyester or Nylon
1. Dissolve the acrylic fibres with (Dimethyl Formamide - DMF). Acrylic Fibres will dissolve in DMF.
2. Filter, rinse and weigh carefully to get the ratio of Acrylic Fibres.
Blend of Protein Fibres ( Wool or Silk) with cotton, polyester, nylon or acrylic
1. Take the blended fibres ( Carefully weighed) in a conical flask.
2. Add a solution of 5% (w/w) solution of Sodium Hydroxide or Potassium Hydroxide and boil for 10 minutes. Protein fibres will dissolve in Sodium Hydroxide or Potassium Hydroxide.
3. Rinse the leftover fibres with water and neutralise with dilute Acetic Acid.
4. Weigh the fibres after drying and find the ratio of protein fibres.
Blend of Polyester with Cotton or Viscose
1. Weigh the blend and heat it with Meta cresol. Polyester fibres will dissolve.
2. Weigh the residual fibres after rinsing thoroughly and drying and find the percentage of polyester fibres.
Blend of Elastane ( Spandex or Lycra) with Cotton or Viscose
1. Treat the blend with DMF. Elastane will dissolve in DMF.
2. Filter, Rinse, dry and get the weight of residual fibres to get the percentage of elastane.
Vinyl Chloride is the principal raw material from which polyvinyl chloride is made by addition polymerisation. There are two methods commonly used for the production of vinyl chloride:
the vinyl chloride monomer is polymerised in the emulsion form in an autoclave at a pressure of 50 Atm and at a temperature of 65 deg C. A suspension of the polymer is obtained which is then spray dried.
Spinning
This may be done by dry spinning or wet spinning.
1. Dry Spinning: In the dry spinning process the polymer is dissolved in a mixture of CS2 and acetone, filtered and pumped at 70 deg to 100 deg through spinnerettes into a chamber, provided with heated walls, and into which air is introduced. The solvent evaporating from the extruded filaments is carried away by the air. At the bottom of the chamber the solvent free filaments are removed through a fine orifice and wound on a bobbin. The solvent is recovered and used again. the filaments are stretched to ensure that the molecular chains get oriented and the fibres become stronger and attain less extension at break, increased brightness, transparency etc.
2. Wet Spinning: In the wet spinning process, PVC is dissolved in THF (Tetra Hydro Furon) to give a highly concentrated solution, which is spun into water, through a stretch spinning funnel. The filaments ar stretched and cut into staple fibres.
Properties
1. Tenacity: Wet or Dry: 2.7-3 gpd 2. Elongation at BreaK: Wet or Dry: 12-20 % 3. Moisture Content: 0 4. Specific Gravity: 1.4
v. Effect of Heat: It contracts at temperatures above 78 deg C and shrinks to half its original length at 100 deg C.
vi. It has an excellent resistance to sunlight. It is completely resistant to insects and microorganisms. It is inherently non-flammable.
vii. It is exceptionally resistant to caustic soda, nitric acid and sulphuric acid. It has outstanding resistance to many chemicals including bleaching agents, reducing agents.
vinyl Cyanide, more commonly known as acrylonitrile, can under go addition polymerisation to form polyacrylonitrile.
Raw Material
Acrilonitrile is the main main raw material for the manufacture of acrylic fibres. It is made by different methods. In one commercial method, hydrogen cyanide is treated with acetylene:
acetylene + Hydrogen cyanide --> Acrilonitrile
2nd Method
Ethylene--Air Oxidation--> Ethylene oxide + HCN--> Ethylene cyanahydrin--Dehydration at 300 deg C (catalyst)--> Acrylonitrile
In a continuous polymerisation process, 95% acrylonitrile and 6% methyl acrylate (400 parts) 0.25% aqueous solution of K2S2O8(600 parts), 0.50 % Na2S2O5 solution ( 600 Parts) and 2N sulphuric acid (2.5 Parts) are fed into the reaction vessel at 52 deg C under nitrogen atmosphere giving a slurry with 67% polymer. The slurry is continuously withdrawn, filtered and washed till it is free from salts and dried.
Acrilonitrile is dry spun. The material is dissolved in dimethyl formamide, the solution contains 10-20 polymers. It is heated and extruded into a heated spinning cell. A heated evaporating medium such as air, nitrogen or steam moves counter current to the travel of filaments and removes the solvent to take it to a recovery unit. The filaments are hot stretched at 100 to 250 C depending on the time of contact in the hot zone, to several times their original length.
Properties of Acrylic Fibres
1. Acrylic has a warm and dry hand like wool. Its density is 1.17 g/cc as compared to 1.32 g/cc of wool. It is about 30% bulkier than wool. It has about 20% greater insulating power than wool.
2. Acrylic has a moisture regain of 1.5-2% at 65% RH and 70 deg F.
3. It has a tenacity of 5 gpd in dry state and 4-8 gpd in wet state.
4. Breaking elongation is 15% ( both states)
5. It has a elastic recovery of 85% after 4% extension when the load is released immediately.
6. It has a good thermal stability. When exposed to temperatures above 175 deg C for prolonged periods some discolouration takes place.
7. Acrylic shrinks by about 1.5% when treated with boiling water for 30 min.
8. It has a good resistance to mineral acids. The resistance to weak alkalies is fairly good, while hot strong alkalies rapidly attack acrylic.
9. Moths, Mildew and insects do not attack Acrylic.
10. It has an outstanding stability towards commonly bleaching agents.
Uses
1. Knit Jersey, Sweater, blankets 2. Wrinkle resistant fabrics. 3. Pile and Fleece fabrics 4. Carpets and rugs.
Because of low moisture regain, it develops static charge. Garments of polyester fibres get soiled easily during wear.
Thermal Properties
Polyester fibres are most thermally stable of all synthetic fibres. As with all thermoplastic fibres, its tenacity decreases and elongation increases with rise in temperature. When ignited, polyester fibre burns with difficulty.
Shrinkage
Polyester shrinks approx 7% when immersed in an unrestrained state in boiling water. Like other textile fibres, polyester fibres undergo degradation when exposed to sunlight.
Its biological resistance is good as it is not a nutrient for microorganisms.
Swelling and Dissolving
The fibre swells in 2% solution of benzoic acid, salycylic acid and phenol.
Alcohols, Ketones, soaps, detergents and drycleaning solvents have no chemical action on polyester fibres.
Chemical Resistance
Polyester fibres have a high resistance to organic and mineral acids. Weak acids do not harm even at boil. Similarly strong acids including hydrofluoric acids do not attack the fibres appreciably in the cold.
Uses of Polyester
1. Woven and Knitted Fabrics, especially blends. 2. Conveyor belts, tyre cords, tarpaulines etc. 3. For filling pillows 4. For paper making machine 5. Insulating tapes 6. Hose pipe with rubber or PVC 7. Ropes, fish netting and sail cloth.
These fibres are also known as Terylene, Terene, Dacron etc.
These fibres are synthetic textile fibres of high polymers which are obtained by esterification of dicarboxylic acids, with glycols or by ester exchange reactions between dicarboxylic acid esters and glycols.
Thus Terylene is made by polymerising using ester exchange reation between dimethyl teraphthlate and ethylene glycol.
Raw Materials
The main raw materials required for the manufacture of Terylene polyester fibres are p-xylene ethylene glycol and methanol.
or Dacron ( Du Pont ) is produced by polycondensation reaction using Teraphthaleic Acid (TPA) and Ethylene Glocol
The use of Dimethyl Teraphthalate is preferred instead of Teraphthalic acid as the purity of the reacting chemicals is essential and it is easier to purify DMT than teraphthalic acid.
Manufacture of Ethylene Glycol
Ethylene--Oxidation with air-->Ethylene Oxide--Hydrolysis-->Ethylene Glycol or Ethylene--Hypochlorous Acid HOCl--> Ethylene Chlorohydrin--Alkaline Hydrolysis--> Ethylene Glycol Production
The polymer is made by heating teraphthalic acid with excess of ethylene glycol ( Both of high priority) in an atmosphere of nitrogen initially at atmospheric pressure. A catalyst like hydrochloric acid speeds up the reaction.
The resulting low molecular weight ethylene glycol teraphthalate is then heated at 280 deg C for 30 minutes at atmospheric pressure and then for 10 hours under vacuum. The excess of ethylene glycol is distilled off. the ester can polymerise now to form a product of high molecular weight. The resulting polymer is hard and almost white substance, melting at 256 deg C and has a molecular weight of 8000-10000. Filaments are prepared from this.
Spinning of Polyester Fibres
The polymer is extruded in the form of a ribbon. This ribbon is then converted into chips.
The wet chips are dried and fed through a hopper, ready for melting. This molten polymer is then extruded under high pressure through spinnerettes down to cylinder.
Each spinnerette contains 24 or so holes. A spinning finish is applied at this stage as a lubricant and an antistatic agent. The undrawn yarn is then wound onto cylinders.
This yarn goes to the drawing zone, where draw twist machines draw it to about four times their original length. This is hot drawn in contrast to cold drawing of nylon filaments.
For the production of staple fibres, the filaments are first brought together to from a thick tow. These are distributed in large cans. The tow is drawn to get correct strength. Then it is passed through a crimping machines, the crimps being stabilized by heating in ovens. It is then cut into specified lengths and baled ready for despatch.
Nylon 6 has certain advantages over Nylon 6,6,. Firstly the systheisi fo caprolectum is easier than that of Hexamethylene Diamine and Adipic Acid. Therefore it is cheaper to make Nylon 6 than Nylon6,6. Secondly Nylon 6 has greater affinity for acid dyes than Nylon6,6,
Mechanical Properties
Density: 1.14 g/cc Tenacity: Dry= 4.2-5.8 gpd, Wet=4.0-5.3 gpd Elongation at Break--> Dry = 24-40, Wet=28-43 Elastic Recovery at 4% extension= 100% Moisture Regain= 4% Because of low MR, wet nylon dries quickly. Melting Point= 215 deg C ( Nylon 66-250 deg C) It is weakened by prolonged exposure to sunlight.
Chemical Properties
1. It is resistant to most organic acids such as benzene, chloroform, acetone, esters ethers etc.
2. It dissolves in phenol, cresol and strong mineral acids.
3. good resistant towards alkalies.
4. Resistant to inorganic acids
These fibres are cylinderical in shape, with smooth surfaces and without having any markings. The fibres are unifrom in diameter and appear round in cross section.
Uses
a. Tyre Cord Manufacturing b. Fishing Lines c. Luxury Yachts d. Stockings with good fit, sheerness, quick washing and drying properties.
Nylon Manufactured in India at present is of this type. This is made from Caprolactum which is made by a series of reactions using products obtained from coal tar
Caprolectum is a white flaky solid, melting at 68 deg C and is soluble in water. the polymerisation is carried out in stainless steel cylinders.
Hot Caprolectum is mixed with a suspension of pigment, acid promotor and acid chain stopper. The extent of polymerisation depends upon the temperature of polymerisation. The purpose of acid chain stopper is to stop furthur polymerisation so that a desired density of molten polymer may be obtained.
The molten polymer is extruded into ribbons and cut into chips. These chips are used for the production of continuous filaments.
Melt Spinning
Continuous filaments are made by melt spinning. Dry polymer chips are fed to a melt spinning apparatus, wherein one section of the chips fall, into a melting region where they are heated electrically to 250-260 deg C. The molten polymer flows into a conical section to form a pool, which feeds a spinning pump and spinnerette. The pool is kept under an atmosphere of nitrogen to prevent decomposition by air.
The molten polymer leaving the pump is filtered before entering the spinnerette which is a stainless steel disc having a number of holes, the number and diameter of which determine the type of yarn formed. Before reaching the machine in which cheese is build up, the filaments are moistened with water to ensure dimensional stability of the final packages.
The yarn thus formed is not strong enough and has a very high extensibility. the yarn contains a large number of macro molecules which are unoriented and these must be oriented so as to lie parallel to the length of the fibre to develop full strength. This is done by stretching the yarn to 3-4 times its original length.
55/20/3s means 55 denier yarn, 20 filament and 3 TPI S side.
Moisture content of sec. Cellulose acetate is 6.5% at 70 deg F and 65% RH. ( Moisture Content= Wt of water in a material /Total wt of material) ( Moisture Regain= wt of water in a material/ oven dry wt of material) ( RH= actual humidity/ humidity of air saturated in water).
Tenacity of Acetate rayon is 1.4 gpd at dry state and 0.9 gpd at wet state.
Elongation at break is 25% in dry state and 35% in wet state
Acetate Rayon is more sensitive to heat. It begins to weaken at 93 deg C. At 175 deg C it becomes sticky and melts at 260 deg C. Like nylon and polyester it is thermoplastic. Thus permanent crimp, pleats and creases can be imparted to the garment under carefully controlled conditions.
Acetate rayon is soluble in acetone, methyl ethyle ketone etc.
Some degeneration takes place when this fiber is exposed to light but not very serious.
It is stable to hot water.
It can also withstand treatment with soap or alkali solution having a pH of not more than 9.5 at temp upto 100 deg C. Therefore it can undergo normal scouring and dyeing operations without affecting the lustre.
It is unaffected by dilute solutions of weak acids but attacked by strong acids. Concentrated organic acids cause swelling
It is resistant to attack by bacteria and fungi. Its low moisture content contributes to resistance to mildew.
It is non toxic and non irritating to skin
Only a few striations ( 2-3) are present in the fibre as can be seen from the longitudinal view. The cross section of the fiber have individual lobes and are round and smooth. It is the smaller number of lobes or serrations of acetate fibres that distinguish the fibre from more numerous serrations of viscose rayon.
If the cellulose is treated with acetic acid under certain conditions the free hydroxyl groups of cellulose are converted into ester groups.
Manfacture of cellulose acetate
Unlike inthe case of viscose rayon and cuprammonium rayon, where cellulose is dissolved and regenerated, cellulose acetate is manufactured by converting cellulose into a chemical compound of cellulose ( or chem modified cellulose) which is then dissolved in a suitable solvent ( chloroform or acetone) and spun by evaporating the solvent. Thus while viscose and cuprammonium rayons are regenerated fibres, acetate rayon is regenerated modified fibre.
Raw Material
Cotton linters and wood pulp are the most common employed raw materials for the manufacture of acetate rayon
Acetylation Process
The pretreated purified cotton linters are fed into an acetylator ( closed vessel) containing a mixture of acetic anhydride, glacial acetic acid and a small amount of concentrated sulphuric acid. For every 100 kg of cotton linters, 300 kg of glacial acetic acid, 500 kg of acetic anhydride and 8-10 kg of concentrated su;phuric acid may be used. The acetylator consists of a metal tank having a circular door at the top. The door is sealed after adding the mixture of chemicals and cotton linters. A stirrer having many blades rotates in the acetylator to mix the ingredients thoroughly. The acetylation reaction is an exotherimic reation. Heat is removed by circulating cold water through a jacket fitted to the acetylator. The acetylation reation is completed in 7-8 hours at 25-30 deg c. Triacetate is formed at this stage and it is in the form of a suspension in the acetylation mixture called the acid dope.
Hydrolysis ( Partial Deacetylation)
The acid dope from the above process is stored in jars for ageing. Acetic acid, water and sulphuric acid are added and allowed to stand for 10-20 hours. During this period, called ripening period, partial conversion of acetate groups to hydroxy groups takes place. The mixture is then diluted with water and stirred continuously when white flakes of acetate rayon get precipated. The flakes are placed in a centrifuge and the excess water is forced out of the cage through perforations. The flakes are then dried.
Spinning Solution or Dope
Acetate rayon is manufactured by dry spinning. It is dissovled in a volatile solvent (Acetone) to form the spinning solution or dope. This solution is forced through a spinnerette into a chamber in which hot air is circulated. The solvent evaporates leaving filaments of acetate rayon.
The details are as follows. Dried acetate flakes are mixed with three times the weight of acetone in enclosed tanks which are provided with powerful stirrers. The acetate dissolves slowly in the solvent. It takes about 24 hours for the complete dissolution to give a thick clear liquid called dope. The solution is filtered and deareated.
Spinning Process
The dope is spun into acetate rayon filaments on the dry spinning process. The dope is fed from a spinning tank into spinning cabinets. The dope coming out of the spinnerette travels a distance of 2-5 meters vertically downwards to a feed roller, from where it is guided on to a bobbin at a much greater speed than the speed of spinning. This imparts twist to the filaments.
Some Online Resources in Silk: A Practical Guide to Silk Types and Market Terms
Silk is one of those fibres where the same word can mean different things to different people. A weaver may speak in terms of Korea silk, China silk, Desi silk, Katiya, Matka or Ghicha, while a textbook may classify silk into Mulberry, Tasar, Eri and Muga. A merchandiser, therefore, needs both languages: the scientific classification and the market vocabulary.
This note began as a search for useful online resources on silk, especially for terms that are frequently heard in Indian textile markets but are not always clearly explained in standard textile books. The most important lesson is simple: when somebody says “silk”, we must immediately ask: which silk, which yarn route, which cocoon source, and which fabric construction?
India is especially important in this discussion because it produces all four commercially known natural silks: Mulberry, Tasar, Eri and Muga. Tasar, Eri and Muga are generally grouped as Vanya silks, or non-mulberry silks. For a buyer or student, this classification is only the beginning. The real understanding comes when we connect the fibre source with yarn preparation, weaving practice, finishing and market terminology.
Visual 1: Silk understanding map showing fibre source, yarn route, fabric character and market terminology.
Why Silk Terms Are Confusing
Silk terminology is confusing because it comes from several worlds at the same time. Some terms come from biology, such as Mulberry, Tasar, Eri and Muga. Some come from yarn preparation, such as reeled silk, spun silk, noil silk and filature silk. Some come from market usage, such as Korea silk, China silk and Desi silk. Some come from Indian craft practice, such as Matka, Ghicha, Katiya, Balkal, Gajji and Mashru.
The problem starts when we treat all these terms as if they belong to the same classification system. They do not. For example, Mulberry is a silk type based on the silkworm and feed source. Matka is better understood as a spun silk yarn or fabric character. Dupion is related to double cocoons and slubbed yarn. Gajji is a fabric construction and market term, not a biological silk category.
A useful way to reduce confusion is to ask four questions. First, what is the fibre source? Second, is the yarn reeled, spun, drawn or waste-based? Third, what is the fabric construction? Fourth, how is the term used in the market? Once these questions are asked, silk becomes much easier to understand.
The Four Major Natural Silks
The four important natural silks in the Indian context are Mulberry, Tasar, Eri and Muga. Mulberry silk is generally associated with smoothness, fineness and lustre. Tasar silk is associated with natural texture, subdued lustre and earthy character. Eri silk is associated with softness, warmth and spun yarn character. Muga silk is associated with Assam, natural golden colour and cultural value.
Silk Type
General Source
Typical Character
Common Practical Use
Mulberry Silk
Bombyx mori silkworm feeding mainly on mulberry leaves
Smooth, lustrous, fine and regular
Sarees, scarves, dress materials, luxury fabrics
Tasar or Tussar Silk
Wild or semi-wild silkworms, often from the Antheraea group
Textured, earthy, slightly coarse and naturally rich
Mulberry silk is the best-known and most widely used type of silk. It is produced by the silkworm Bombyx mori, which feeds mainly on mulberry leaves. In general trade language, when people simply say “silk”, they often mean mulberry silk unless specified otherwise.
Mulberry silk is valued for its smooth handle, lustre, softness and drape. It is used in sarees, dress materials, scarves, furnishing fabrics, carpets and many traditional Indian textiles. From a merchandiser’s point of view, mulberry silk is usually associated with finer and more regular yarns compared to many wild silks.
However, final fabric quality depends not only on the fibre. It also depends on yarn denier, twist, degumming, weaving, finishing, dyeing and the skill of production. In simple terms, a fabric can be made from mulberry silk and still vary greatly in handle, lustre, strength, transparency and price.
Tasar or Tussar Silk
Tasar silk, also written as Tussar or Tussah, is a non-mulberry silk. In India, tasar is strongly associated with traditional and craft-based fabrics. It is often described as having a slightly coarse, textured, natural and earthy character.
Tasar does not try to imitate the smooth perfection of fine mulberry silk. Its beauty lies in its natural irregularity, subdued lustre and organic texture. Many tasar fabrics have beige, honey, coppery or dull-gold tones depending on source, processing and dyeing.
For merchandisers, Tasar is important because it frequently appears in sarees, dupattas, stoles and dress materials. The buyer should check whether the fabric uses reeled tasar, spun tasar, Ghicha, Katiya or other waste-based yarns, because each of these gives a different fabric character.
Eri Silk
Eri silk is another non-mulberry silk. The name is linked with the castor plant, as castor leaves are one of the important food sources of the Eri silkworm. Eri silk is often called a “peace silk” in popular language because, traditionally, the moth may emerge from the cocoon before the fibre is spun.
Unlike mulberry silk, Eri is generally spun rather than reeled. This is because the cocoon structure does not easily provide one long continuous filament in the same way as mulberry silk. The resulting yarn has a warm, soft, woolly and cottony handle rather than the slick smoothness of filament silk.
This makes Eri particularly interesting for shawls, stoles, winter textiles and fabrics where comfort and softness are more important than high lustre. A buyer should not reject Eri because it lacks the shine of filament silk. Its value lies in a different kind of silk experience.
Muga Silk
Muga silk is one of India’s most distinctive silks. It is associated with Assam and is famous for its natural golden colour, lustre and durability. Muga is not just another silk variety. It carries geographical, cultural and heritage value.
Among Indian silks, Muga has a special identity because it is closely tied to Assam’s textile culture. Its golden tone is natural, and the fabric is often prized for ceremonial and traditional garments. Because genuine Muga is rare and expensive, authenticity becomes very important.
In the market, one may hear expressions such as “Muga look”, “Muga finish” or “Muga colour”. These should not be confused with genuine Muga silk. A merchandiser must check whether the term refers to actual Muga fibre or merely to a colour and surface effect inspired by Muga.
Visual 2: Comparison of Mulberry, Tasar, Eri and Muga silk by source, handle, lustre and typical product use.
Important Indian Market Terms in Silk
Indian silk markets use many words that are extremely useful but not always standardized. Terms such as Katiya, Balkal, Matka, Ghicha, Dupion, Gajji, Mashru, Korea silk, China silk and Desi silk should be understood carefully. Some terms indicate yarn origin, some indicate cocoon condition, some indicate waste utilization, and some indicate fabric construction.
Katiya Silk
Katiya is an important trade term, especially in the tasar silk chain. It may be understood as yarn made from the portion of tasar cocoons left after the reelable silk has been removed. In many tasar production systems, the cocoon does not yield one continuous high-grade filament throughout.
The better reelable portion is taken first. The remaining portion, waste or partially reelable material may then be processed into spun or irregular yarn. Katiya usually implies more irregularity, more texture and a different price-quality position compared to fine reeled silk.
Balkal Silk
Balkal is another term connected with tasar. It is generally associated with the peduncle or anchoring portion of the cocoon. This portion is weaker and less suitable for fine reeling, but it can still be converted into useful yarn.
Balkal belongs to the family of yarns where silk waste or lower-grade cocoon portions are converted into fabric value. Such yarns may show unevenness, slubs, thickness variation and rustic appearance. These are not necessarily defects if the fabric is designed for that look.
Spun Silk
Spun silk is made from short lengths of silk fibre obtained from silk waste, pierced cocoons, floss or other non-reelable material. This distinction is important because not all silk yarn is filament yarn. Some silk yarn is produced in a spinning system, somewhat comparable in principle to cotton or wool spinning.
Spun silk may have less brilliance than continuous filament silk, but it can have a beautiful soft handle. It is useful where a slightly textured, less slippery and more fabric-like surface is desired.
Noil Silk
Noil silk is made from the shorter fibres removed during combing in the spun silk process. It is usually more matte, less lustrous and more textured than regular spun silk. It may resemble cotton or wool in surface character while still retaining the identity of silk fibre.
Silk Form
General Character
Reeled filament silk
Smooth, lustrous and made from continuous filament
Spun silk
Made from shorter silk fibres, softer and more textured
Noil silk
Made from very short fibres, more matte and irregular
Dupion Silk
Dupion silk is reeled from double cocoons, where two silkworms spin together and their filaments become interlocked. Because the filaments cannot be reeled as smoothly as regular cocoons, the yarn develops irregularities, slubs and thick-thin effects.
Dupion is an excellent example of a textile principle: what is technically irregular can become aesthetically valuable. The slubs and cross-lines in Dupion are often the very reason designers like it. It is used in sarees, lehengas, jackets, home textiles and occasion wear.
Filature Silk
Filature silk refers to raw silk reeled by machine, as distinct from silk prepared by hand in cottage or traditional settings. In practical buying, filature silk suggests more controlled reeling, better regularity and more standardized yarn quality.
However, the word “filature” should not be treated as a complete quality guarantee. One must still examine denier, evenness, cleanliness, twist, strength, gum content, dyeing behaviour and fabric performance.
Matka Silk
Matka silk is one of the most important trade terms in Indian silk fabrics. It is generally associated with textured silk yarn made from pierced or waste cocoons. Matka fabrics are usually thicker, textured and somewhat linen-like in appearance.
Matka is not meant to look perfectly smooth. Its charm is in the unevenness. It often carries a handspun quality and rustic elegance. In current trade, however, the term may be used broadly, and the exact production method should be verified with the supplier.
Mashru
Mashru is not always a pure silk fabric, but it is very important in the study of Indian traditional textiles. It is usually understood as a satin weave fabric with a glossy surface, traditionally involving silk or rayon in the warp and cotton in the weft.
Historically, Mashru is associated with a fascinating cultural logic: the fabric gives a silk-like appearance on the outside while keeping cotton in contact with the body. In modern markets, Mashru may be made with rayon, viscose, cotton, silk or blends depending on price and production context.
Gajji Silk
Gajji is commonly associated with a heavy satin weave silk fabric, especially used in Bandhani and tie-dye sarees and dupattas from Gujarat and Rajasthan. Gajji has a dense, smooth and lustrous surface.
It accepts tie-dye effects beautifully because the satin surface reflects colour strongly. In the market, “Gajji silk” may sometimes be loosely used, so the buyer must confirm whether the fabric is pure silk, art silk, viscose or a blend.
Korea Silk, China Silk and Desi Silk
Korea silk, China silk and Desi silk are useful market terms, but they must be handled carefully. They are not the same as the scientific classification of silk into Mulberry, Tasar, Eri and Muga. They may refer to yarn origin, denier range, texture, evenness or local trade convention.
For example, when a supplier says Korea × China, it may mean one type of yarn in the warp and another in the weft. But this should always be confirmed because trade language can vary by region and supplier. A merchandiser should convert such expressions into a technical specification before approving production.
Reeled, Spun and Waste-Based Silk
Many confusions in silk can be reduced if we separate silk into three broad routes: reeled silk, spun silk and waste-based silk. This classification is very useful because it explains why two fabrics can both be called silk but behave very differently.
One fabric may be smooth, lustrous and slippery. Another may be matte, thick, textured and almost linen-like. Both can be silk, but their yarn route and fabric construction are different.
Route
Meaning
Examples
Reeled silk
Continuous filament unwound from cocoon
Mulberry filament, filature silk, some tasar
Spun silk
Short fibres spun into yarn
Eri, spun silk, Matka
Waste-based or leftover silk
Made from pierced cocoons, peduncles, noil or cocoon waste
Katiya, Balkal, noil, some Matka and Ghicha-type yarns
This equation is not a mathematical formula in the strict scientific sense. It is a practical reminder that fabric character is never decided by the fibre name alone. A silk fabric becomes what it is because of the entire chain from cocoon to yarn to fabric to finishing.
Visual 3: Flow chart showing how cocoon quality and processing route lead to reeled silk, spun silk, noil, Matka, Katiya and Balkal.
Buyer’s Checklist Before Approving Silk Fabric
Before approving any silk fabric, a buyer should not rely only on the name given by the supplier. The name may be useful, but it is only the starting point. The buyer must convert the name into fibre content, yarn route, construction and performance expectations.
Is it pure silk, blended silk, art silk, viscose or polyester?
Is the yarn reeled, spun, handspun, drawn or waste-based?
Is the silk type Mulberry, Tasar, Eri, Muga or a trade-quality term?
What is the yarn count or denier?
What is the warp yarn and what is the weft yarn?
Is the fabric degummed, semi-degummed or gum-retaining?
What weave is used: plain, twill, satin, crepe or jacquard?
Is the irregularity intentional, as in Dupion or Matka, or is it a defect?
Is the colour natural, dyed, printed or finished?
What care method is recommended?
These questions help prevent one of the most common buying mistakes: comparing two silk fabrics only by price without understanding fibre source, yarn route, construction and finishing. In silk, a lower price may mean a different raw material, different yarn route, different fabric density or different authenticity level.
Care of Silk Fabric
Silk care depends on the type of silk, dyeing, finishing, embellishment and fabric construction. However, some general precautions are useful. Silk should usually be protected from harsh sunlight, strong alkalis, chlorine bleach, aggressive rubbing and high heat.
Many silk fabrics are best dry-cleaned, especially if they are expensive, heavily dyed, embroidered, printed or embellished. Washing should be done only when the care label or supplier confirms that the fabric is washable.
Risk
Why It Matters
Sunlight
Can weaken silk and fade colours
Alkali
Silk is a protein fibre and may be damaged by strong alkalis
Perspiration
Can affect colour and handle if not cleaned properly
Perfume
May stain or affect dyes and finishes
Rough rubbing
Can cause abrasion, fibrillation or surface damage
High heat
Can affect lustre, handle and dimensional stability
Quick Glossary for Merchandisers
Term
Simple Explanation
Mulberry silk
Silk from Bombyx mori fed mainly on mulberry leaves
Tasar or Tussar
Wild or non-mulberry silk, often textured and earthy
Eri
Spun non-mulberry silk, soft and warm
Muga
Golden silk associated with Assam
Katiya
Yarn from leftover tasar cocoon material after reelable portion
Balkal
Yarn from peduncle or anchoring portion of tasar cocoon
Matka
Textured silk yarn or fabric often made from pierced or waste cocoons
Noil
Short fibres removed during spun silk processing
Dupion
Slubbed silk associated with double cocoons
Filature silk
Machine-reeled raw silk
Gajji
Heavy satin silk fabric often used in tie-dye traditions
Mashru
Satin fabric traditionally with silk or rayon face and cotton back
A Small Note on Authenticity
Silk terminology in the market is not always standardized. Some names are scientific, some are regional, some are trade terms and some are marketing expressions. Therefore, a merchandiser should avoid accepting a fabric name at face value.
A better approach is to combine three forms of knowledge. First, understand the scientific classification: Mulberry, Tasar, Eri and Muga. Second, understand the production route: reeled, spun, handspun, waste-based, filature or cottage-made. Third, understand the market vocabulary: Korea, China, Desi, Matka, Gajji, Katiya, Balkal and Dupion.
When these three layers are combined, silk becomes much easier to understand. The buyer is then able to ask better questions, compare fabrics more fairly and avoid being misled by attractive but vague market names.
Related Reading on Silk Fabrics and Indian Textile Terms
This article is intended for textile education, merchandising awareness and general understanding of silk terminology. Silk trade terms may vary by region, supplier and market practice. For commercial buying, quality approval, labelling, export documentation or legal claims, the fibre content, yarn route, construction, processing and care instructions should be verified through supplier declarations, laboratory testing and relevant standards wherever required.
Cuprammonium rayon is a regenerated cellulose fibre known especially for its fine filament structure and soft, silk-like handle. Like viscose rayon, it is made from cellulose, but the method of manufacture gives it certain distinctive characteristics, particularly in fineness, appearance, swelling behaviour, and dye absorption.
The following points summarise the important properties of cuprammonium rayon. Some numerical values and older technical descriptions should be verified from standard textile fibre references before academic citation.
1. Extreme Fineness of Filaments
One of the most important characteristics of cuprammonium rayon is the extreme fineness of its filaments. Filaments as fine as about 1.33 denier have been reported as being regularly produced, whereas viscose rayon has often been described in older textile literature as having a usual denier of around 2.5 denier.
This increased fineness is generally associated with the stretching or drawing applied to the filaments during spinning. Finer filaments give the fibre a softer feel and a more delicate drape.
Needs source verification: The specific denier values of 1.33 for cuprammonium rayon and 2.5 for viscose rayon should be checked against a standard textile fibre textbook or manufacturer data.
2. Soft and Silk-like Handle
Because of its fineness, cuprammonium rayon produces a soft, smooth, and silk-like handle. This makes it suitable for lightweight fabrics where softness, fluid drape, and a refined appearance are desired.
In fabric form, this property can be especially useful for dress materials, linings, saree-like drapable fabrics, scarves, and other products where a soft touch is valued.
3. Similarity to Cotton, but with Greater Swelling
Cuprammonium rayon is a regenerated cellulose fibre and therefore has many properties similar to cotton. However, it differs from cotton in some important structural aspects.
The average degree of polymerisation, often written as DP, is lower than that of cotton. Also, a larger portion of the fibre structure is occupied by amorphous regions. Because of this, cuprammonium rayon swells more readily than cotton.
Technical Note:
In textile science, degree of polymerisation refers to the average length of cellulose polymer chains. A lower DP generally indicates shorter cellulose chains. Amorphous regions are less ordered parts of the fibre structure, and these regions are usually more accessible to water, dyes, and chemicals.
As a result of greater swelling and higher accessibility, chemical reactions may take place faster in rayon than in cotton. This is important in wet processing, dyeing, finishing, and chemical treatment.
4. Behaviour on Burning and Exposure to Sunlight
Like viscose rayon, cuprammonium rayon burns rapidly. Older textile sources state that it chars at around 180°C. It is also reported to be degraded and weakened by exposure to sunlight in the presence of oxygen and moisture.
On ignition, cuprammonium rayon may leave behind ash containing traces of copper, due to the copper-based solvent system used in its manufacture.
Needs source verification: The charring temperature of 180°C and the statement regarding copper-containing ash should be checked from authoritative textile testing or fibre chemistry references.
5. Tensile Strength
The average tensile strength of cuprammonium rayon has been reported as approximately 1.7–2.3 in the dry state and 0.9–2.5 in the wet state.
These values appear to come from older fibre-property references. The unit is not mentioned in the original note and should therefore be verified before use in formal academic writing.
Needs source verification: Confirm the tensile strength values and their units. In textile references, fibre tenacity may be expressed in g/denier, cN/tex, or other units.
6. Elongation at Break
Cuprammonium rayon has been reported to show an elongation at break of about 10–17% in the dry state.
This means that the fibre can stretch to some extent before breaking. In practical fabric behaviour, elongation influences comfort, drape, crease recovery, and handling during processing.
Needs source verification: The stated elongation range should be verified from standard fibre-property tables.
7. Moisture Regain
At 70°F and 65% relative humidity, the moisture content of cuprammonium rayon is reported to be about 11%, similar to viscose rayon.
This relatively high moisture regain contributes to comfort in wear, because regenerated cellulose fibres can absorb moisture better than many synthetic fibres such as polyester or nylon.
Needs source verification: The 11% moisture content figure should be checked against standard textile fibre regain tables.
8. Dye Absorption
Cuprammonium rayon has good dye absorption. Its absorption power for direct dyes has been reported to be greater than that of viscose rayon, resulting in deeper shades under comparable dyeing conditions.
This behaviour can be related to the fibre’s accessible cellulose structure and swelling tendency. In practical dyeing, this may affect shade depth, dye uptake, and process control.
Needs source verification: The comparison of direct dye absorption between cuprammonium rayon and viscose rayon should be checked from dyeing or fibre chemistry references.
9. Microscopic Appearance
Under microscopic examination, cuprammonium rayon filaments appear uniform in longitudinal view. Their surfaces generally show no prominent markings.
In cross-section, the filaments are usually round and smooth, though they may occasionally appear slightly oval.
Practical Note:
Microscopic appearance is useful in fibre identification. Cotton shows natural twists or convolutions, while viscose rayon often shows striations. Cuprammonium rayon is generally smoother and more uniform in appearance.
Summary Table: Key Properties of Cuprammonium Rayon
Property
Description
Practical Significance
Fineness
Very fine filaments; older sources mention about 1.33 denier
Soft handle, smooth surface, good drape
Handle
Soft and silk-like
Useful for lightweight, elegant fabrics
Structure
Lower DP than cotton; more amorphous regions
Greater swelling and chemical accessibility
Burning behaviour
Burns rapidly like viscose rayon
Important for fibre identification and safety understanding
Strength
Moderate tensile strength; reported values need unit verification
Affects processing and fabric durability
Elongation
About 10–17% dry elongation reported
Influences flexibility and fabric behaviour
Moisture content
About 11% at 70°F and 65% RH reported
Contributes to comfort and absorbency
Dye absorption
Good absorption of direct dyes; deeper shades reported than viscose rayon
Relevant for dyeing depth and shade control
Microscopic appearance
Smooth longitudinal view; round or slightly oval cross-section
Useful for fibre identification
Conclusion
Cuprammonium rayon is valued mainly for its fine filament structure, soft silk-like handle, good moisture absorption, and attractive dyeing behaviour. Although it shares many properties with cotton and viscose rayon because all are cellulose-based fibres, its greater fineness and smoother microscopic appearance give it a distinctive character.
For students and textile professionals, cuprammonium rayon is a useful example of how manufacturing method, fibre structure, and end-use performance are closely connected. However, some numerical values commonly found in older notes should be verified from reliable textile references before being used in academic or technical documentation.
Suggested References / Sources to Check
The following references may be useful:
Textile Fibres: Their Physical, Microscopical and Chemical Properties — J. Merritt Matthews
Textile Fibers, Dyes, Finishes, and Processes — Howard L. Needles
Physical Properties of Textile Fibres — W. E. Morton and J. W. S. Hearle
Manufactured Fibre Technology — V. B. Gupta and V. K. Kothari
Identification of Textile Materials — The Textile Institute
Textile Science — E. P. G. Gohl and L. D. Vilensky
Handbook of Textile Fibres: Man-Made Fibres — J. Gordon Cook
BIS, ASTM, or Textile Institute standards on fibre identification and moisture regain
Manufacturer technical data sheets for cupro / cuprammonium rayon
Academic papers or technical notes on regenerated cellulose fibres and cupro fibre properties





![Reblog this post [with Zemanta]](https://lh3.googleusercontent.com/blogger_img_proxy/AEn0k_s48w14laesZGtF31G297UlVtcTghcCvnNCLhjmcKXoQ-7GALyl-zh6kUSN6KiipwYxDRB61n69JSmO3irwSEk8hlgIg8A-BV54euAVlJkS1NB44WBiwN3a0WdYcP_4QRpyTisjHTpGnajjxRL4Fotn=s0-d)


![Reblog this post [with Zemanta]](https://lh3.googleusercontent.com/blogger_img_proxy/AEn0k_t-XHnERVJbqnMf-522RvNaKVp-lxq7eCQ-B-0FGZzUbp4jVenjM3rYxSW1j2ffEf6niguccbFe9ktNhjPLPQwZgZ1doZRwYLAYP-TCzHAr59QuAUw3YwrdBxfId5pJhtYdW1B7kMNuO61KD2zx5AA=s0-d)

![Reblog this post [with Zemanta]](https://lh3.googleusercontent.com/blogger_img_proxy/AEn0k_ssc4hdgqbWuxucVX83fHigSat2tk1-jm_pTTAAPCPZfKOr9ZJUSzVT0X7KIdUJ4yENuWkxHrPS_r47dB7GxDIRh6skyT0X6Z7t-Jt70UNp3YeMogUEZPgW5fp6fJl_6IAN29Z9JcW8gtuhWbjCrL9N=s0-d)




